undefined

Similar Products







Description
Industrial Boiler Antiscalant Organo Phosphate Polymer Sludge Conditioner represents advanced water treatment technology designed specifically for industrial boiler protection. Thi...
Industrial Boiler Antiscalant Organo Phosphate Polymer Sludge Conditioner represents advanced water treatment technology designed specifically for industrial boiler protection. This premium formulation utilizes organo phosphate polymer compounds to effectively prevent scale and sludge formation through sophisticated chelation and dispersion mechanisms. The clear colorless to pale yellow liquid features a specific gravity of 1.05-1.10 and pH range of 6-8, ensuring compatibility with various boiler systems while controlling calcium carbonate, phosphate, and iron deposits. The synergistic blending of dispersants and scale inhibitors maintains optimal boiler performance while protecting internal components from corrosion damage, making it an essential solution for operations prioritizing equipment longevity and reliability. These sludge conditioners serve critical functions across multiple industrial sectors where boiler efficiency directly impacts production capabilities and operational costs. Manufacturing facilities utilize them to maintain consistent steam generation for processing and heating applications, while power generation plants rely on their protective qualities to prevent turbine damage from scale carryover. The textile industry employs these antiscalants in dyeing and finishing operations where water quality affects product quality, and food processing plants use them to ensure clean steam production for sanitation and cooking processes. Commercial buildings with central heating systems and healthcare facilities with sterilization equipment also benefit significantly from these protective treatments, establishing them as fundamental components in any operation dependent on reliable boiler performance. The business value of our sludge conditioners manifests through substantial cost savings, improved operational efficiency, and enhanced equipment reliability. By preventing scale buildup and corrosion, these compounds significantly reduce maintenance expenses and unplanned downtime while extending boiler operational lifespan. The maintenance of clean heat transfer surfaces ensures optimal energy efficiency, resulting in measurable fuel savings and reduced environmental impact. The reliability stems from consistent quality formulations and precise manufacturing processes that guarantee performance across varying pH levels and operating conditions. This provides operational assurance for maintenance teams and facility managers responsible for critical infrastructure, supporting continuous production and long-term asset protection. Key Features: - Advanced organo phosphate polymer formulation for superior scale prevention - Clear colorless to pale yellow liquid with specific gravity range 1.05-1.10 - pH balanced between 6-8 for broad system compatibility - Synergistic blend of dispersants and scale inhibitors for comprehensive protection - Effective chelating action that bonds iron in solution and disperses metal salts Benefits: - Extends boiler lifespan by preventing scale-related damage and corrosion - Reduces maintenance costs and frequency through effective deposit control - Improves heat transfer efficiency for substantial energy savings - Ensures operational reliability across varying water chemistry conditions - Protects critical boiler components from scale-induced failure risks
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
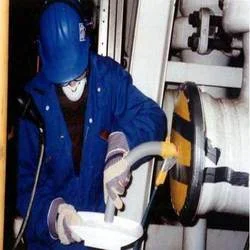
Our organo phosphate polymer sludge conditioners are engineered specifically for industrial boiler systems where water quality directly impacts operational efficiency. They effectively prevent scale formation from calcium carbonate, phosphate, and iron deposits through advanced chelation and dispersion mechanisms. This maintains clean heat transfer surfaces, reduces corrosion risks, and extends equipment lifespan while ensuring consistent performance under varying operating conditions. These antiscalants deliver critical protection across industries dependent on steam generation and hot water systems. The formulation demonstrates excellent compatibility with diverse water chemistries and boiler configurations, from low-pressure heating systems to high-pressure power generation units. By controlling sludge buildup and metal oxide deposition, these conditioners help maintain safety standards, reduce maintenance frequency, and support continuous operation in demanding industrial environments. - Prevents calcium carbonate and phosphate scale in manufacturing plant steam boilers - Controls iron deposition and corrosion in power generation boiler systems - Reduces sludge accumulation in commercial building heating systems and hospital sterilization equipment - Maintains thermal efficiency in textile industry dyeing and finishing operation boilers - Protects food processing plant steam generators from scale and deposit formation
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

3 A Exports, Maharashtra
 Maharashtra, India
Maharashtra, India
Automotive & Transport•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Boiler Antiscalant Organo Phosphate Polymer Sludge Conditioner
Industrial Boiler Antiscalant Organo Phosphate Polymer Sludge Conditioner prevents scale and corrosion in industrial water treatment systems. This reliable formulation protects equipment, improves efficiency, and extends boiler lifespan for manufacturing and power generation applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
3 A Exports Maharashtra, India
Maharashtra, India
Automotive & TransportManufacturer