undefined

Similar Products








Description
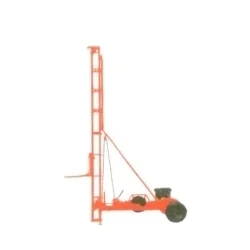
The industrial heavy duty slab trolley with 100 ft rails and 0.3 cubic meter bucket represents a robust material handling solution engineered for demanding industrial environments....
The industrial heavy duty slab trolley with 100 ft rails and 0.3 cubic meter bucket represents a robust material handling solution engineered for demanding industrial environments. This complete system features a substantial bucket capacity combined with full 360-degree swivel capability for efficient material positioning and discharge. Constructed with B-class 40 mm diameter pipes for the rail system, including essential left and right bends, the trolley operates on heavy-duty ball bearing wheels that ensure smooth movement even under maximum load conditions. The integrated 100 ft rail network provides extensive coverage, making this system ideal for large-scale operations where continuous material movement is critical to operational success. This slab trolley finds extensive application across construction, mining, and industrial sectors where reliable material transport is essential. Construction companies utilize it for moving concrete slabs, aggregates, and other building materials across expansive worksites, significantly enhancing workflow efficiency while reducing labor requirements. Mining operations depend on its durability to transport ore, minerals, and waste materials through challenging underground tunnels and surface mining areas. Manufacturing plants, warehouses, and material processing facilities incorporate this trolley system for internal logistics management, benefiting from its rail-based efficiency and adaptability to various operational layouts and requirements. The business value of this slab trolley system lies in its proven reliability, operational efficiency, and long-term cost-effectiveness. It minimizes operational downtime through consistent performance under heavy loads and in harsh working conditions, ensuring project timelines remain on schedule. The durable construction and quality components significantly reduce maintenance requirements, offering substantial long-term savings and excellent return on investment. By improving material handling efficiency and enhancing workplace safety, this system supports productivity gains and operational scalability for businesses across construction, mining, and industrial sectors, making it a valuable asset for growth-oriented operations. Key Features: - 0.3 cubic meter bucket capacity for substantial bulk material transport - Complete 100 ft rail system with left and right bend configurations - 360-degree swivel mechanism for optimal material positioning - Heavy-duty ball bearing wheels for smooth and reliable movement - B-class 40 mm diameter pipe construction for enhanced durability Benefits: - Reduces manual labor requirements and associated costs - Enhances worksite safety through efficient material handling - Improves operational efficiency with continuous material flow - Minimizes maintenance needs through durable construction - Supports scalability for growing business operations
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This heavy-duty slab trolley system efficiently transports construction materials like concrete slabs, aggregates, and debris across large worksites. The integrated 100 ft rail network enables continuous material movement while reducing manual handling and improving worksite logistics. Its robust construction withstands demanding conditions, making it ideal for large-scale construction projects requiring reliable material handling solutions. Mining operations benefit from this trolley's ability to move extracted minerals, ore, and waste materials through tunnels and surface sites. The system also serves material processing plants, warehouses, and industrial facilities where rail-based transport enhances operational efficiency and safety. The swivel bucket and durable rail design ensure seamless integration into existing infrastructure, supporting diverse operational requirements across multiple industrial sectors. - Transporting concrete slabs and building materials at construction sites - Moving mined ore and minerals in underground and surface mining operations - Handling bulk aggregates in quarry and material processing facilities - Supporting internal logistics in large warehouses and industrial storage areas - Facilitating debris removal and waste management in demolition projects
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bharat Machinery Corporation, West Bengal
 West Bengal, India
West Bengal, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Heavy Duty Slab Trolley With 100 Ft Rails And 0.3 Cu Mt Bucket
Industrial heavy duty slab trolley with 100 ft rails and 0.3 cu mt bucket capacity for bulk material transport in construction and mining sectors. Features 360-degree swivel and durable ball bearing wheels for reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bharat Machinery Corporation West Bengal, India
West Bengal, India
Industrial Equipment & MachineryManufacturer