undefined
Similar Products








Description
Our precision-engineered single seated and double seated control valves represent the pinnacle of industrial fluid control technology, designed specifically for demanding applicati...
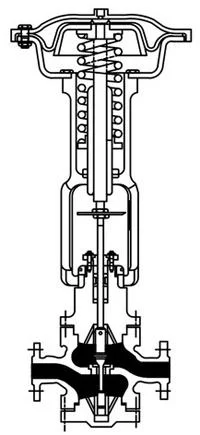
Our precision-engineered single seated and double seated control valves represent the pinnacle of industrial fluid control technology, designed specifically for demanding applications where reliability and performance cannot be compromised. These valves are manufactured to exacting standards using high-quality materials that ensure consistent operation and extended service life even under the most challenging conditions. The comprehensive design incorporates advanced engineering principles to deliver precise control characteristics while maintaining structural integrity across various operating parameters, making them the preferred choice for industries that cannot afford downtime or performance variations. These control valves serve critical functions across multiple industrial sectors, providing essential flow regulation in oil and gas processing systems where they handle various hydrocarbons and process fluids. In chemical and petrochemical plants, they manage corrosive media and aggressive chemicals with exceptional reliability. Power generation facilities utilize these valves for precise steam and water control in boilers, turbines, and cooling systems. Water treatment plants depend on them for accurate dosing and flow management, while pharmaceutical manufacturing operations rely on their precision for sterile process control and batch consistency, ensuring product quality and regulatory compliance. The business value of these control valves lies in their proven reliability and operational efficiency, which directly translates to reduced maintenance costs and minimized downtime. Their robust construction ensures long-term performance consistency, providing excellent return on investment through extended service life and reduced replacement frequency. The multiple size, pressure, and material options available allow businesses to select valves that match their specific operational requirements, ensuring optimal performance while maintaining compatibility with existing systems. This flexibility, combined with global standard compliance, makes integration straightforward and cost-effective, supporting operational continuity and process optimization across diverse industrial applications. Key Features: - Precision-engineered single and double seated designs for optimal control - Multiple size options available to fit various industrial requirements - Wide pressure rating range suitable for demanding applications - Constructed from high-quality durable materials for long service life - Engineered for reliable performance in extreme temperature conditions Benefits: - Enhanced process efficiency through precise flow regulation - Reduced maintenance requirements and operational downtime - Long service life providing excellent return on investment - Reliable performance in demanding industrial environments - Compatibility with various fluids including steam, water, and chemicals
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Single seated and double seated control valves provide precise flow regulation for industrial processes handling steam, water, chemicals, and gases. Their exceptional accuracy and reliability make them essential components in systems where consistent performance is critical for operational efficiency and safety across various demanding environments. These robust valves are engineered to withstand challenging operating conditions including high temperatures and extreme pressures. Their widespread adoption across multiple industries stems from their durable construction, long service life, and ability to maintain precise control in the most demanding fluid handling applications without compromising performance. - Oil and gas processing plants for precise flow control - Chemical and petrochemical industries for corrosive media handling - Power generation facilities for steam and water regulation - Water treatment plants for accurate dosing and flow management - Pharmaceutical manufacturing for sterile process control
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Capro Valves & Controls Pvt. Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerTrading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Control Valves Single Double Seated Precision Fluid Control
Precision-engineered single and double seated industrial control valves deliver reliable fluid control for demanding applications. Built for durability with multiple size, pressure, and material options to meet exact industry requirements.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Capro Valves & Controls Pvt. Ltd Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer