undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial heat resistant silicon rubber cables are engineered specifically for demanding electrical applications where extreme temperatures and harsh environmental conditions are ...
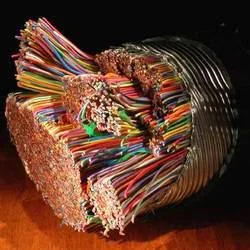
Industrial heat resistant silicon rubber cables are engineered specifically for demanding electrical applications where extreme temperatures and harsh environmental conditions are present. These premium cables maintain exceptional performance across a wide temperature range from -60°C to 180°C, providing reliable power transmission where standard cables would quickly deteriorate. Manufactured using high-grade silicon rubber compounds, they offer superior thermal stability, flexibility, and durability while ensuring consistent electrical insulation properties under the most challenging industrial conditions. Their robust construction withstands exposure to heat, moisture, chemicals, and mechanical stress without compromising safety or performance. These specialized cables serve critical functions across multiple industrial sectors including manufacturing, power generation, automation, and transportation. In manufacturing environments, they are essential for industrial motors, control panels, and machinery operating in high-temperature areas. The energy sector relies on them for power plants, substations, and renewable energy installations where thermal resistance is crucial. Transportation applications benefit from their stability in engine compartments and vehicle electrical systems, while thermal processing industries use them extensively in ovens, furnaces, and heating equipment where continuous high-temperature operation is standard. Businesses choose these silicon rubber cables for their proven reliability and long-term cost efficiency. The investment in premium heat-resistant cables translates to reduced maintenance costs, minimized downtime, and extended service life compared to standard alternatives. Each cable undergoes rigorous testing for dielectric strength, flame resistance, and environmental durability, ensuring compliance with international safety standards. This commitment to quality control guarantees consistent performance that protects electrical systems and reduces operational risks in critical applications, delivering exceptional value through reliable operation and reduced replacement frequency. Key Features: - Excellent thermal stability from -60°C to 180°C - High dielectric strength and voltage endurance - Superior flexibility and abrasion resistance - Flame retardant and self-extinguishing properties - Resistant to ozone, chemicals, and moisture Benefits: - Extended service life in high-temperature environments - Reduced maintenance costs and downtime - Enhanced safety with flame retardant properties - Reliable performance under harsh conditions - Cost-effective long-term electrical solution
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial silicon rubber cables deliver reliable performance in extreme thermal environments where standard cables fail. Their exceptional heat resistance and mechanical durability make them essential for critical power transmission applications across manufacturing plants, energy facilities, and heavy industrial operations where safety and consistent electrical performance are non-negotiable requirements for continuous operations. These cables maintain insulation integrity and flexibility under continuous high-temperature exposure and harsh conditions. They are widely specified for industrial machinery, thermal processing equipment, power generation systems, and transportation applications where exposure to heat, chemicals, and mechanical stress would degrade ordinary electrical cables prematurely. - Power generation plants and electrical substations - Industrial ovens, furnaces, and heating systems - Manufacturing equipment and automation systems - Welding operations and foundry applications - Transportation and heavy vehicle electrical systems
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Veer Electricals, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Electronics & Electrical•ManufacturerTrading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Heat Resistant Silicon Rubber Cables For High Temperature
Industrial heat resistant silicon rubber cables provide superior thermal stability and flexibility for demanding electrical applications in manufacturing, energy, and automation sectors with reliable high-temperature performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Veer Electricals Tamil Nadu, India
Tamil Nadu, India
Electronics & ElectricalManufacturer