₹
Apparel & Fashion
Loading subcategories...
View More
Description
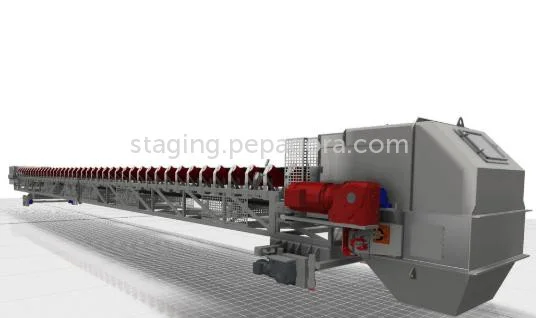
Dynamove Engineers delivers precision-engineered shuttle conveyors designed to transform material handling operations in industrial and logistics environments. These advanced syste...
Dynamove Engineers delivers precision-engineered shuttle conveyors designed to transform material handling operations in industrial and logistics environments. These advanced systems provide automated storage, retrieval, and transportation solutions that optimize workflow efficiency while maximizing space utilization. Available in single shuttle, double shuttle, and multi-lane configurations, our conveyors handle simultaneous operations with exceptional accuracy. Built from durable materials including mild steel, stainless steel, and aluminum, they accommodate load capacities from 50kg to 1000kg per shuttle with conveyor widths ranging from 300mm to 1500mm. The integration capability with automated storage and retrieval systems and warehouse management software ensures seamless operational coordination and enhanced productivity. These shuttle conveyors serve critical roles across multiple industries including warehousing, logistics, manufacturing, e-commerce fulfillment, and automotive production. Logistics centers utilize them for high-density storage and rapid retrieval of parcels and cartons. Manufacturing facilities integrate them into production lines for work-in-progress movement, while e-commerce operations benefit from accelerated order fulfillment processes. The systems also support cold storage environments and pharmaceutical facilities where precise temperature control during material movement is essential for product integrity and quality maintenance. The business value of Dynamove shuttle conveyors extends beyond operational efficiency to significant cost reduction and reliability enhancement. These systems minimize manual handling requirements, reducing labor costs while improving workplace safety. Their precision movement capabilities decrease product damage rates, preserving inventory value and reducing waste. The robust construction and engineering ensure consistent performance in demanding environments, with minimal maintenance requirements delivering long-term reliability. This makes them a sound investment for businesses seeking to modernize their material handling infrastructure and maintain competitive advantage in dynamic markets through improved efficiency and reduced operational costs. Key Features: - Available in single shuttle, double shuttle, and multi-lane configurations for flexible operations - Constructed from durable materials including mild steel, stainless steel, and aluminum - Accommodates conveyor widths from 300mm to 1500mm for various load sizes - Handles load capacities from 50kg to 1000kg per shuttle for diverse applications - Integration capability with automated storage systems and warehouse management software Benefits: - Maximizes storage density and space utilization in warehouse environments - Reduces manual handling requirements and associated labor costs - Enhances operational safety through automated precision movement - Improves inventory management accuracy with controlled storage and retrieval - Provides reliable long-term performance with minimal maintenance needs
Specifications
| Attribute | Value |
|---|---|
| Type Available | Single Shuttle / Double Shuttle / Multi-Lane |
| Material | Mild Steel / Stainless Steel / Aluminium |
| Conveyor Width | 300 mm – 1500 mm |
| Load Capacity | 50 kg – 1000 kg per shuttle |
| Additional Information | |
|---|---|
| SKU | DE-SC-005 |
| Country of Origin | 106 |
| Customisable | No |
Application
Dynamove shuttle conveyors deliver automated material handling solutions for modern industrial operations. These systems efficiently transport, store, and retrieve goods with precision across diverse environments. Their robust construction ensures reliable performance in demanding conditions while maintaining operational accuracy and consistency throughout extended usage periods with minimal maintenance requirements. These conveyors serve multiple industries including warehousing, manufacturing, e-commerce, and cold storage facilities. Configurations adapt to specific operational requirements, from handling lightweight packages to heavy industrial components. Integration capabilities with warehouse management systems and production line automation enhance overall operational efficiency and throughput capacity while reducing manual labor requirements. - Automated storage and retrieval systems in distribution centers for efficient inventory management - Production line integration in manufacturing facilities for seamless material flow between workstations - E-commerce fulfillment centers for rapid order processing and parcel handling operations - Cold storage facilities maintaining temperature control while moving sensitive products - Automotive assembly plants transporting heavy components and sub-assemblies safely
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Bangalore, Karnataka, India | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile

Dynamove Engineers, Karnataka Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
SKU: DE-SC-005
Automated Material Handling Shuttle Conveyors Single Double Multi Lane
Dynamove shuttle conveyors provide automated material handling solutions for warehouses and manufacturing. Available in single, double, and multi-lane configurations with 50-1000kg load capacity for efficient storage and transport operations.
Min. Order Quantity: 1 Unit
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Dynamove Engineers
 Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer





