undefined
Apparel & Fashion
Loading subcategories...
View More

Description
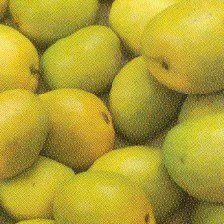
Senthoora Ripe Mango represents premium quality in tropical fruit sourcing, offering buyers a superior product characterized by its rich aromatic flavor and natural freshness. Each...
Senthoora Ripe Mango represents premium quality in tropical fruit sourcing, offering buyers a superior product characterized by its rich aromatic flavor and natural freshness. Each mango undergoes careful selection and optimized supply chain processes that preserve essential flavor compounds and nutritional value from orchard to destination. The product meets rigorous quality standards that serious commercial buyers require, with attention to specific ripeness levels, packaging requirements, and quantity needs that align with professional operations and market demands. This premium mango variety serves multiple industries including food processing, beverage manufacturing, retail distribution, and food service sectors. Juice manufacturers value the consistent sweetness levels and vibrant color, while jam producers appreciate the perfect balance of natural sweetness and acidity that enhances product quality. Retail distributors benefit from the extended shelf life and visual appeal, and food service operations utilize the versatile fruit for both fresh applications and prepared menu items across various culinary traditions and consumer preferences. Businesses selecting Senthoora Ripe Mango gain significant value through reliable supply partnerships that ensure consistent quality and timely deliveries. The product's reliability translates to reduced production downtime, minimized quality control issues, and enhanced end-product consistency that strengthens market position. Importers and distributors benefit from the product's adaptability to different market requirements and consumer preferences across various regions, supported by professional handling and transportation protocols. Key Features: - Premium aromatic flavor profile with natural sweetness - Consistent quality and reliable supply chain management - Professional handling for optimal ripeness levels - Versatile applications across food and beverage industries - Optimized packaging for extended shelf life and protection Benefits: - Enhanced product quality with consistent flavor and aroma - Reduced production downtime through reliable supply - Minimized quality control issues and waste - Extended shelf life for better inventory management - Professional handling ensuring optimal condition upon arrival
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Senthoora Ripe Mango serves as a superior ingredient for food manufacturing and processing operations, providing versatile applications across multiple product categories. Its exceptional flavor profile and consistent quality make it perfect for industrial processing and premium retail distribution channels that demand reliable mango supplies. The mangoes are particularly valued for juice production, jam manufacturing, and value-added food products where consistent flavor and aroma are essential. Food processors appreciate the reliable supply chain that supports continuous production schedules without quality variations or disruptions, ensuring smooth operations and consistent end products. - Juice and nectar production for beverage manufacturing - Jam, jelly, and preserve creation for food brands - Squash and concentrate development for industrial kitchens - Canned mango products for retail and food service - Dried mango applications including traditional preparations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
C. W. G. S. H. Ebenezear P. Samuel Exports, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•ManufacturerTrading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Senthoora Ripe Mango For Food Processing And Retail
Senthoora Ripe Mango offers premium aromatic flavor and reliable quality for food processing and retail applications, ideal for importers and distributors seeking consistent tropical fruit supplies.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
C. W. G. S. H. Ebenezear P. Samuel Exports Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer