₹
Apparel & Fashion
Loading subcategories...
View More
Description
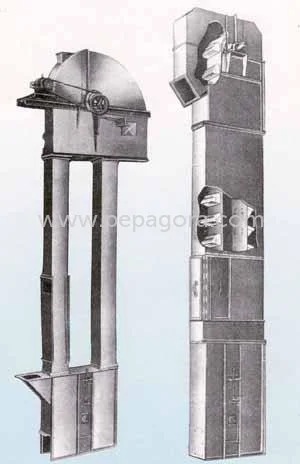
Advance screw conveyors represent the pinnacle of efficient bulk material handling solutions, designed for seamless operation across diverse industrial applications. These systems ...
Advance screw conveyors represent the pinnacle of efficient bulk material handling solutions, designed for seamless operation across diverse industrial applications. These systems ensure perfect interchangeability of components, simplified assembly processes, exceptionally smooth performance, and significantly extended operational lifespan. Engineered with precision and built to last, these conveyors handle everything from fine powders to coarse aggregates with consistent reliability. Their robust construction and thoughtful design make them the preferred choice for businesses seeking dependable material transportation that minimizes maintenance requirements and maximizes productivity. These versatile conveyors serve critical functions in numerous industries including mining operations for transporting ore and coal, food processing plants for handling grains and ingredients, agricultural facilities for moving crops and feed, chemical plants for powder transfer, and pharmaceutical manufacturing for precise material handling. Their adaptability makes them equally valuable in wastewater treatment plants, recycling facilities, and construction material processing. The compact design allows installation in space-constrained environments while maintaining high capacity throughput, making them suitable for both new installations and facility upgrades where space optimization is crucial. The business value of Advance screw conveyors lies in their exceptional reliability and reduced total cost of ownership. These systems deliver uninterrupted operation with minimal maintenance requirements, ensuring consistent material flow that supports production targets and operational efficiency. Their unique quality and customization options allow perfect integration with existing processes, while the standardized interchangeable parts simplify inventory management and reduce downtime during maintenance. The rugged construction withstands demanding conditions, providing long-term value through reduced replacement costs and extended service life that translates to better return on investment for serious buyers. Key Features: - Fully interchangeable components for easy maintenance and part replacement - Compact space-saving design ideal for facilities with limited space - Rugged construction built for heavy-duty industrial applications - Smooth operation ensuring consistent material flow without clogging - Extended service life through durable materials and precision engineering Benefits: - Reduced maintenance costs through easy access and interchangeable parts - Increased operational efficiency with consistent, reliable material flow - Lower total cost of ownership due to extended service life and durability - Enhanced productivity with minimal downtime and smooth operation - Flexible integration into existing facilities with compact, adaptable design
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
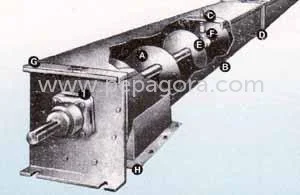
Advance screw conveyors efficiently handle distributing, collecting, mixing, elevating, and conveying various raw materials including ore, coal, malt grain, and food products. Their clean, compact design saves valuable space in facilities with restricted areas while maintaining easy installation and versatile operation across multiple industrial settings. These ruggedly built conveyors deliver proven performance and complete dependability for continuous material handling needs. Their robust construction ensures reliable operation in demanding environments, making them suitable for heavy-duty applications where consistent material flow and minimal downtime are critical requirements. - Transporting grains and cereals in food processing and agricultural facilities - Moving coal and ore in mining and mineral processing operations - Handling malt and raw ingredients in breweries and beverage production - Conveying powders and bulk materials in chemical and pharmaceutical plants - Transferring waste materials and biomass in recycling and energy facilities
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Advance Dynamics, New Delhi
 New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Bulk Material Handling Advance Screw Conveyors For Mining Food Processing
Advance screw conveyors provide reliable bulk material handling for mining, food processing, and agriculture with interchangeable parts, easy assembly, smooth operation, and extended service life.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Advance Dynamics New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer