₹
Apparel & Fashion
Loading subcategories...
View More

Description
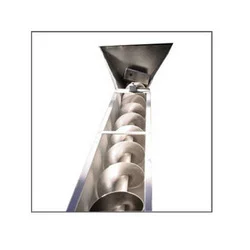
Premium screw conveyors represent advanced mechanical systems engineered for efficient bulk material handling across diverse industrial sectors. These systems feature a precision h...
Premium screw conveyors represent advanced mechanical systems engineered for efficient bulk material handling across diverse industrial sectors. These systems feature a precision helical screw blade that rotates within a durable tube or trough, effectively moving materials along the conveyor's length with consistent reliability. Manufactured using export-grade materials and robust construction techniques, our screw conveyors deliver exceptional durability and long-term performance even in the most demanding operational environments. Backed by extensive manufacturing expertise, we provide reliable, professionally configured solutions that address specific material handling requirements from basic transfer applications to complex processing line integrations. These systems excel at handling various materials including powders, granules, and semi-solid substances, ensuring seamless material flow that enhances overall productivity while reducing manual handling requirements and operational complexities. Multiple industries depend on screw conveyors for their critical material handling operations, with agriculture, food processing, chemical manufacturing, mining, and wastewater treatment sectors being primary users. Agricultural operations utilize these systems for efficient transportation of grains, animal feed, and fertilizers throughout processing facilities. Food processing plants rely on screw conveyors for moving ingredients such as flour, sugar, and spices while maintaining strict hygiene standards and preventing contamination. Chemical and pharmaceutical industries benefit from their capability to handle sensitive powders and granules with minimal product degradation or cross-contamination risks. Mining and construction sectors employ these conveyors for aggregates, cement, and raw material transportation, while wastewater treatment facilities use them for sludge management and solid waste handling. This widespread versatility makes screw conveyors indispensable in any operational setting requiring continuous, controlled material movement with consistent performance metrics. The business value delivered by our premium screw conveyors extends beyond basic material handling to include significant operational optimization, labor cost reduction, and minimized production downtime. Constructed with heavy-duty materials and precision engineering principles, these systems offer exceptional reliability under continuous heavy-use conditions, ensuring consistent performance with minimal maintenance requirements. The professional design approach allows for tailored solutions that accommodate unique spatial constraints and specific material characteristics, enhancing integration capabilities with existing operational systems and processes. This inherent reliability translates directly into long-term cost savings and improved productivity metrics, making our screw conveyors a strategic investment for businesses focused on sustainable growth, operational excellence, and competitive advantage in their respective markets. Key Features: - Constructed with high-grade export-quality materials ensuring enhanced durability - Professional design configurations for specific layout and material handling requirements - Enclosed trough design prevents material spillage and contamination risks - Efficient helical screw blade enables smooth consistent material transfer - Low maintenance design with accessible components for cleaning and servicing Benefits: - Enhanced operational efficiency through reliable continuous material handling - Reduced labor costs by automating material transfer processes - Minimized product loss with enclosed contamination-free design - Long-term durability decreases replacement and repair expenses - Flexible integration capabilities with existing processing equipment
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Screw conveyors efficiently transport bulk materials horizontally, vertically, or at inclines within demanding industrial environments. They handle powders, granules, and semi-solid materials with precision while maintaining smooth operational flow. The enclosed design significantly reduces spillage and contamination risks, making these systems ideal for hygienic processes and controlled manufacturing settings where material purity is critical. These versatile systems serve multiple industries including agriculture, food processing, chemicals, and manufacturing sectors. They offer exceptional flexibility in layout configurations and can handle diverse material characteristics and space constraints. From loading storage silos to feeding processing equipment, screw conveyors provide reliable, low-maintenance solutions for continuous material transfer operations that demand consistent performance and operational efficiency. - Transporting grains, flour, and animal feed in agricultural processing and food production facilities - Moving cement, sand, and construction aggregates in building material manufacturing plants - Handling chemical powders, pharmaceuticals, and industrial granules in manufacturing processes - Transferring wastewater sludge and bulk solids in environmental treatment facilities - Feeding raw materials into mixers, packaging systems, and processing equipment in production lines
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Bless Engineering Works, Punjab
 Punjab, India
Punjab, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Screw Conveyors For Efficient Bulk Material Handling
Premium screw conveyors for efficient bulk material handling in industrial applications. Built with export-grade materials for reliability and seamless integration across global processing lines.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bless Engineering Works Punjab, India
Punjab, India
Manufacturer