undefined

Similar Products







Description
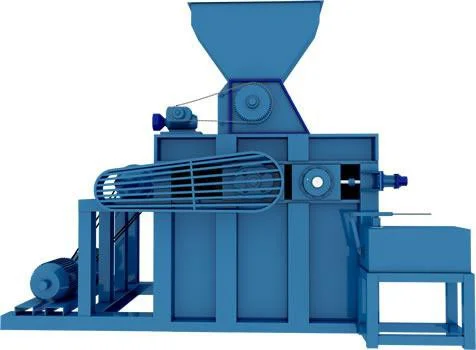
The Capto Screw Conveyor represents advanced industrial material handling technology designed for efficient bulk solids transport. This enclosed conveyor system specializes in movi...
The Capto Screw Conveyor represents advanced industrial material handling technology designed for efficient bulk solids transport. This enclosed conveyor system specializes in moving materials like sludge, powders, and granules with high fill rates while maintaining operational safety and containment. The robust construction ensures reliable performance in demanding environments, offering lower total cost of ownership through reduced maintenance needs and extended service life. Its engineering focuses on maximizing throughput while minimizing operational costs, making it an ideal solution for facilities requiring continuous material movement. This conveyor system finds extensive application across critical industries including wastewater treatment, food processing, chemical production, agricultural operations, and construction sectors. In wastewater facilities, it efficiently handles dewatered sludge between processing stages. Food processing plants utilize its hygienic design for transporting grains and food-grade materials. Chemical manufacturers rely on its contained operation for safe compound handling, while agricultural operations benefit from efficient feed and grain transfer. Construction sites employ it for continuous cement and mortar movement, supporting uninterrupted workflow in project environments. The equipment delivers substantial business value through enhanced operational reliability and reduced maintenance requirements. Its proven performance across numerous installations demonstrates long-term cost-effectiveness and operational efficiency. The enclosed design not only improves workplace safety by preventing material spillage but also protects transported materials from external contamination. This ensures consistent product quality and compliance with industry standards, making it a strategic investment for businesses prioritizing productivity, safety, and cost management in their material handling operations. Key Features: - Enclosed safety design prevents material spillage and environmental contamination - High fill rates enable efficient transport of various bulk solid materials - Robust construction ensures durability in demanding industrial environments - Lower total cost of ownership compared to alternative conveying systems - Flexible configuration options to suit different facility layouts Benefits: - Reduced operational costs through efficient material handling and lower maintenance - Enhanced workplace safety with contained material transport system - Improved productivity with reliable continuous operation and minimal downtime - Long service life with durable components designed for industrial use - Versatile application across multiple industries and material types
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Capto Screw Conveyor delivers reliable bulk material transport for demanding industrial operations. Its enclosed design safely handles sludge, powders, granules, and semi-solids while preventing spillage and contamination. This conveyor maintains consistent performance across various material densities and environmental conditions, ensuring continuous operation with minimal maintenance requirements for long-term reliability. This equipment serves multiple industries including wastewater treatment, food processing, chemical manufacturing, agriculture, and construction sectors. It accommodates diverse material types from lightweight grains to heavy sludge, providing efficient transfer solutions for different production environments. The conveyor's robust construction and safety features make it suitable for facilities requiring hygienic operations and reliable material movement between processing stages. - Transporting dewatered sludge in wastewater treatment facilities for efficient processing operations - Moving food grains and powders through processing plants with enclosed hygienic design - Handling chemical compounds and granules in manufacturing facilities safely - Transferring animal feed and agricultural products in farming operations - Conveying construction materials like cement and mortar on project sites
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Capto Engineering Co, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Bulk Solids Capto Screw Conveyor Enclosed Safety Design
Capto Screw Conveyor efficiently transports bulk solids with enclosed safety design, high fill rates, and lower total cost for industrial material handling applications across multiple sectors.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Capto Engineering Co Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer