undefined

Similar Products







Description
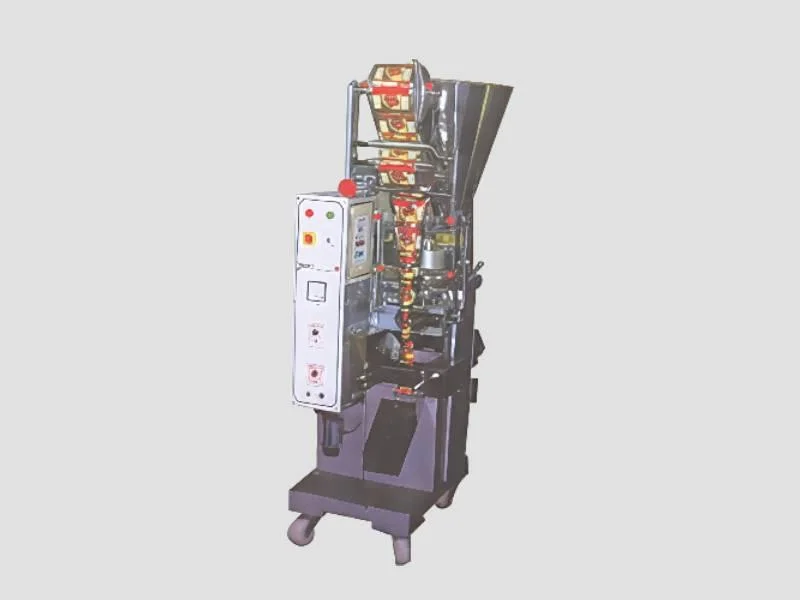
The salt packing machine is a specialized solution designed for accurate and efficient packaging of free-flowing granular products, particularly edible salt. It combines advanced w...
The salt packing machine is a specialized solution designed for accurate and efficient packaging of free-flowing granular products, particularly edible salt. It combines advanced weighing technology with durable mechanical components to ensure each pouch is filled with precise weight consistency. The machine features a user-friendly interface that allows operators to adjust parameters quickly, minimizing setup time and maximizing productivity. Its construction uses food-grade materials where necessary, meeting hygiene standards for food processing applications. With a focus on seamless integration into existing production lines, this equipment supports both manual and automated feeding systems, adapting to various operational scales from small batches to continuous high-volume output. This machine serves critical roles across multiple industries where salt is a primary product or ingredient. In food manufacturing, it packages table salt, iodized salt, and specialty salts for retail and commercial distribution. Chemical and water treatment facilities utilize it for packaging industrial-grade salts used in processes like water softening. Agricultural sectors employ it for animal feed salt packaging, while pharmaceutical companies may use it for saline solution components. The equipment's versatility extends to packaging similar free-flowing granular materials such as sugar, grains, and powdered supplements, making it a valuable asset for businesses with diverse product lines. Investing in this salt packing machine delivers tangible business value through enhanced operational reliability and reduced waste. Its precision weighing system minimizes product giveaway, directly impacting profitability by optimizing material usage. The robust sealing mechanism ensures pouches are securely closed, preventing moisture ingress and extending shelf life—a crucial factor for food safety and customer satisfaction. With low maintenance requirements and durable construction, the machine offers long-term cost savings by reducing downtime and repair expenses. Its consistent performance builds trust with end-users, supporting brand reputation for quality and dependability in competitive markets. Key Features: - High-precision weighing system for accurate portion control of free-flowing granular products. - Durable sealing mechanism that creates strong, airtight pouches to prevent moisture contamination. - User-friendly control interface with adjustable settings for different pouch sizes and materials. - Constructed with food-grade compatible components where necessary for hygiene compliance. - Flexible integration capabilities with existing production lines and feeding systems. Benefits: - Ensures consistent packaging quality that meets industry standards and customer expectations. - Reduces product waste through precise filling, optimizing material usage and lowering costs. - Enhances production efficiency with reliable operation and minimal downtime. - Protects product integrity with secure sealing that extends shelf life and maintains freshness. - Supports scalable growth by adapting to various production volumes and packaging requirements.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This salt packing machine is engineered for high-volume operations where accuracy and consistency are non-negotiable. It handles free-flowing granular products like edible salt with precision, maintaining product integrity from filling to sealing. The robust construction ensures minimal downtime, making it ideal for continuous production environments that demand reliability and efficiency. Industries ranging from food manufacturing to bulk commodity distribution rely on this equipment for its dependable performance. It seamlessly integrates into existing production lines, offering versatile packaging solutions for various pouch sizes and materials. The machine's design prioritizes ease of operation and maintenance, reducing operational complexities while enhancing output quality for businesses focused on scalable growth. Real-world applications: - Packaging edible table salt for retail supermarkets and grocery stores. - Bulk salt packaging for food service providers and industrial kitchens. - Iodized salt production lines ensuring consistent portion control. - Sea salt and specialty salt packaging for gourmet food markets. - Industrial salt packaging for water softening systems and chemical processing.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile

Ace Pack Machines, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Main Markets
India
Saudi Arabia
Sri Lanka
Industrial Salt Packing Machine For High Volume Food Grade Packaging
Salt packing machine by Pepagora ensures precise, consistent packaging of free-flowing granular salt in flexible pouches with reliable sealing and moisture protection for food-grade applications.
Min. Order Quantity: 1 pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Ace Pack Machines
 Tamil Nadu, India
Tamil Nadu, India
Manufacturer