₹
Apparel & Fashion
Loading subcategories...
View More
Description
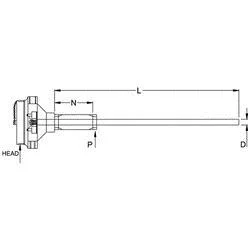
The RWith flame proof enclosure and nipple represents critical safety infrastructure for hazardous industrial environments where explosive atmospheres pose constant risks. Engineer...
The RWith flame proof enclosure and nipple represents critical safety infrastructure for hazardous industrial environments where explosive atmospheres pose constant risks. Engineered with precision and certified for explosion protection, this system prevents internal electrical sparks or heat from igniting surrounding flammable substances. Constructed from high-grade materials resistant to corrosion and impact, it features a secure sealing mechanism that maintains integrity under extreme conditions. This product undergoes rigorous testing to meet international safety standards, providing reliable performance when failure is not an option. Facility managers and engineers trust this enclosure for its proven ability to protect both personnel and valuable assets in the most demanding operational settings. This safety equipment finds essential applications across multiple industries that handle flammable materials or operate in potentially explosive environments. In oil and gas sectors, it protects electrical systems on drilling rigs, refineries, and processing plants where hydrocarbon vapors are present. Chemical manufacturing facilities utilize these enclosures to house control systems near volatile substances and reaction vessels. Mining operations depend on them for equipment safety in methane-rich underground atmospheres. Pharmaceutical companies install them in areas where solvent vapors or combustible powders require containment. Manufacturing plants handling paints, coatings, or fine dust particles rely on these enclosures to maintain continuous production without safety interruptions. Investing in RWith flame proof enclosure delivers substantial business value through enhanced operational safety, reduced downtime, and comprehensive regulatory compliance. Its certified construction minimizes accident risks, protecting both human resources and capital investments. The product's durable design significantly lowers replacement costs and maintenance requirements over its operational lifespan. Reliability in extreme conditions ensures continuous operations without unexpected shutdowns, contributing to improved productivity and operational efficiency. This safety solution provides peace of mind for facility managers who prioritize workplace safety and asset protection in high-risk industrial environments. Key Features: - Certified flame proof construction for explosive atmospheres - High-grade materials resistant to corrosion and impact - Secure sealing mechanism to maintain integrity - Durable external housing for harsh environments - Compatible with standard electrical components Benefits: - Enhanced operational safety in hazardous locations - Reduced downtime through reliable performance - Compliance with international safety standards - Long-term durability lowering replacement costs - Protection for personnel and valuable assets
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
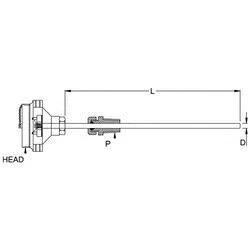
The RWith flame proof enclosure and nipple is engineered specifically for hazardous locations where explosive atmospheres may be present. This safety-critical equipment provides secure housing for electrical components, preventing internal sparks or heat from igniting surrounding flammable gases, vapors, or combustible dust. Its robust construction maintains integrity even in the most challenging industrial environments where safety cannot be compromised. Industries handling volatile substances depend on this enclosure system for protecting electrical connections and control systems. The integrated nipple allows safe cable entry while preserving the flame proof seal throughout the installation. This comprehensive solution meets international explosion protection standards, making it essential for facilities where operational safety and regulatory compliance are paramount requirements for continuous production. - Protecting electrical connections in petrochemical refineries processing flammable gases - Housing control systems in mining operations with combustible dust atmospheres - Securing instrumentation in chemical plants handling volatile solvents - Enclosing switches and sensors in pharmaceutical manufacturing facilities - Safeguarding communication equipment on offshore oil platforms
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Altop Industries Ltd, Gujarat
 Gujarat, India
Gujarat, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Flame Proof Enclosure And Nipple For Hazardous Industrial Environments
RWith flame proof enclosure and nipple provides certified explosion protection for hazardous industrial environments. Features durable construction and reliable performance for oil, gas, and chemical applications. Ensures safety compliance in volatile operating conditions.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Altop Industries Ltd Gujarat, India
Gujarat, India
Manufacturer