undefined

Similar Products






Description
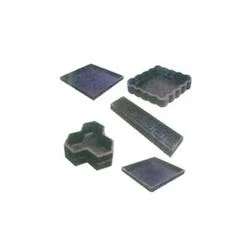
Premium industrial rubber seals represent advanced sealing technology manufactured using rigorously tested compounds to ensure exceptional reliability and performance. These seals ...
Premium industrial rubber seals represent advanced sealing technology manufactured using rigorously tested compounds to ensure exceptional reliability and performance. These seals are engineered to prevent leaks and contamination across diverse industrial applications, maintaining structural integrity even in the most challenging operating conditions. Each product undergoes stringent quality control measures to guarantee consistent dimensions, material properties, and sealing capabilities that meet international standards for industrial components, ensuring they perform reliably under extreme pressure, temperature variations, and chemical exposure while delivering consistent results. Across multiple industries, these rubber seals prove essential in automotive manufacturing for engine and transmission systems, in industrial machinery for pump and compressor applications, and in infrastructure projects for pipeline and plumbing connections. The hydraulic and pneumatic sectors rely on these seals for cylinder and valve applications, while electrical industries utilize them for enclosure sealing against environmental elements. Their versatility extends to aerospace, food processing, and pharmaceutical applications where precision sealing is critical for operational safety and efficiency, making them suitable for virtually any industrial setting requiring reliable sealing solutions. For industrial buyers, these rubber seals deliver significant value through enhanced equipment reliability, reduced maintenance costs, and minimized operational downtime. The superior leak prevention capabilities translate to increased operational efficiency and safety compliance across all applications. The durable construction provides long service life with minimal maintenance requirements, making them a cost-effective solution for buyers who prioritize quality, performance, and long-term operational savings through reliable sealing technology that withstands demanding conditions and delivers consistent results. Key Features: - Premium quality rubber compounds tested for durability and reliability - Superior leak prevention capabilities in demanding industrial environments - Resistance to extreme pressure, temperature variations, and chemical exposure - International quality standards compliance with consistent performance - Precision engineering for optimal sealing in diverse applications Benefits: - Enhanced equipment reliability and reduced maintenance requirements - Minimized operational downtime through consistent sealing performance - Long service life with resistance to wear and environmental factors - Cost-effective solution with reduced replacement frequency - Improved safety compliance and operational efficiency across applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial rubber seals deliver critical protection against leaks and contamination in demanding operational environments. They maintain system integrity where sealing failure could cause significant operational disruptions, ensuring equipment functions optimally under challenging conditions while preventing contamination across multiple industrial applications requiring reliable sealing performance. These versatile seals serve essential functions across automotive, manufacturing, hydraulic systems, and processing industries. They accommodate both static and dynamic applications, from high-pressure systems to temperature-sensitive operations, making them indispensable components for machinery maintenance, production lines, and infrastructure projects requiring reliable sealing solutions that meet international quality standards. - Automotive engine gaskets and transmission seals for vehicle assembly - Hydraulic cylinder seals and pneumatic components in industrial equipment - Industrial pump seals and compressor valve seals for fluid systems - Pipeline gaskets and plumbing connection seals for infrastructure - Electrical enclosure seals and junction box gaskets for protection
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Creative Machinery & Tools, Maharashtra
 Maharashtra, India
Maharashtra, India
Construction•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Rubber Seals For Leak Prevention And Durability
Industrial rubber seals from trusted manufacturers provide superior leak prevention and durability for demanding applications across multiple industries with resistance to extreme conditions and reliable sealing performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Creative Machinery & Tools Maharashtra, India
Maharashtra, India
ConstructionManufacturer

