undefined
Similar Products







Description
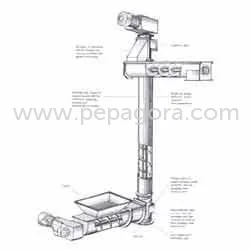
The Industrial Rotor Lift represents a sophisticated material handling solution engineered to elevate, distribute, and reclaim bulk materials while dramatically reducing spatial re...
The Industrial Rotor Lift represents a sophisticated material handling solution engineered to elevate, distribute, and reclaim bulk materials while dramatically reducing spatial requirements. This innovative equipment addresses critical industrial challenges including floor space limitations, material degradation concerns, and operational inefficiencies common with conventional elevators. Designed for versatility, it handles an extensive range of materials from fine powders to coarse aggregates, maintaining consistent performance across varied applications. Its operational excellence translates directly to reduced overhead costs and enhanced productivity, making it a superior choice for operations prioritizing efficiency and cost-effectiveness in their material flow processes. This rotor lift serves as a cornerstone in multiple industries where efficient bulk material handling determines operational success. In agriculture, it moves grains, seeds, and fertilizers with precision. Mining and construction sectors utilize it for aggregates, ores, and sand management. Manufacturing facilities depend on it for distributing powders, chemicals, and raw materials throughout production lines. Its adaptability makes it equally suitable for large-scale industrial complexes and smaller facilities seeking to optimize material flow without expanding their physical footprint, demonstrating remarkable flexibility across different operational scales and requirements. Businesses investing in this Industrial Rotor Lift gain substantial value through exceptional reliability, minimal maintenance requirements, and proven long-term durability that collectively lower total ownership costs. The equipment's robust construction withstands demanding environments while its efficient design reduces energy consumption and operational complexity. This combination not only improves day-to-day efficiency but also supports smoother supply chain management, making it a strategic asset for operations focused on sustainable productivity gains and reliable material handling performance year after year. Key Features: - Compact vertical design minimizes floor space requirements significantly. - Handles diverse bulk materials including grains, powders, and aggregates efficiently. - Robust construction with durable components ensures long-term reliability. - Efficient material flow design reduces degradation and spillage. - Simple operational mechanism minimizes maintenance complexity and downtime. Benefits: - Maximizes usable space in facilities with spatial constraints. - Versatile performance across multiple material types and industries. - Reduced maintenance costs and extended equipment lifespan. - Improved operational efficiency with consistent material flow. - Lower total cost of ownership through durable construction and reliable performance.
Specifications
| Key Attributes | |
|---|---|
| Brand Name | |
| Condition | |
| Material | |
| Size | |
| Place of Origin | |
| Usage | |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
The Industrial Rotor Lift integrates seamlessly into material handling systems where space efficiency and operational continuity are paramount. Its compact footprint allows installation in confined areas, making it ideal for facilities with spatial constraints. This equipment manages diverse bulk materials including grains, powders, aggregates, and minerals, ensuring smooth, continuous flow in high-demand industrial settings without requiring extensive floor area. Industries such as agriculture, mining, construction, and manufacturing depend on this rotor lift for streamlined material movement and reduced handling costs. Its durable construction guarantees long-term performance, while the straightforward operational design minimizes maintenance needs and operational downtime. This reliability makes it an essential component for operations focused on maximizing productivity and maintaining consistent material supply without significant infrastructure investment. - Elevating grains, cereals, and seeds in agricultural processing and storage facilities for efficient distribution. - Handling and reclaiming construction aggregates like sand, gravel, and crushed stone at material yards. - Distributing powdered chemicals, raw materials, and industrial powders in manufacturing plants. - Managing bulk food products including sugar, flour, and feed ingredients in food processing operations. - Reclaiming and transporting minerals, ores, and extracted resources in mining and quarrying sites.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Comet Engineers, Maharashtra Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Rotor Lift For Bulk Material Handling And Space Optimization
Industrial Rotor Lift efficiently elevates, distributes, and reclaims bulk materials while optimizing valuable floor space for reliable material handling in demanding industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Comet Engineers
 Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer
