undefined

Similar Products







Description
Our industrial rotary vacuum pumps represent precision engineering in vacuum technology, designed to deliver reliable performance across demanding industrial applications. These pu...
Our industrial rotary vacuum pumps represent precision engineering in vacuum technology, designed to deliver reliable performance across demanding industrial applications. These pumps feature direct drive mechanisms that ensure efficient power transmission and consistent operation without energy loss. Available in both single and double stage configurations, they accommodate different vacuum depth requirements while offering capacity options from 2 m3/hr to 120 m3/hr. The choice between oil-lubricated and oil-free models provides flexibility for applications where oil contamination must be avoided. Built with quality materials and precision engineering, these pumps maintain stable vacuum levels and offer extended service life with minimal maintenance requirements, making them a dependable choice for continuous industrial operations. These vacuum pumps serve critical functions across multiple industries due to their operational versatility and reliability. In pharmaceutical manufacturing, they create controlled environments essential for contamination-sensitive processes. The food packaging industry utilizes them for creating protective atmospheres that preserve product quality and extend shelf life. Research laboratories depend on these pumps for various equipment operations including filtration systems, drying processes, and distillation setups. Medical device manufacturers integrate them into production and sterilization workflows, while industrial applications span plastic molding, vacuum coating technologies, and degassing operations in chemical processing facilities. The operational reliability and cost-effectiveness of these rotary vacuum pumps deliver significant business value through consistent performance with minimal downtime. Engineered for continuous operation in demanding environments, they reduce maintenance costs and production interruptions while providing excellent return on investment through energy efficiency and durability. The direct drive design minimizes energy consumption while the robust construction ensures long-term reliability, making them a strategic investment for businesses seeking to enhance their operational capabilities. These pumps are built to withstand rigorous industrial use while maintaining optimal performance standards throughout their service life. Key Features: - Direct drive design for efficient power transmission and reduced energy consumption - Available in both single stage and double stage configurations for different vacuum requirements - Oil-lubricated and oil-free models to suit various application needs and contamination concerns - Capacity range from 2 m3/hr to 120 m3/hr covering diverse industrial requirements - Robust construction with quality materials ensuring durability and long service life Benefits: - Consistent performance with minimal downtime for uninterrupted operations - Energy-efficient operation reducing overall operational costs - Flexible configuration options to match specific application requirements - Long service life with minimal maintenance requirements - Reliable vacuum generation for critical industrial processes
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial rotary vacuum pumps provide essential vacuum generation across multiple sectors where controlled pressure environments are critical. These robust systems handle everything from basic air evacuation to complex processes requiring consistent vacuum levels. Their versatile design makes them suitable for manufacturing plants, research facilities, and processing units where reliable vacuum creation is necessary for daily operations and specialized applications. Engineered to meet diverse operational requirements, these pumps offer both oil-lubricated and oil-free operation options. The availability of single and double stage configurations allows selection based on specific pressure and flow rate needs. From small-scale operations to large industrial facilities, these vacuum pumps deliver consistent performance across different working environments while maintaining operational efficiency and reliability throughout extended service periods. - Pharmaceutical manufacturing processes requiring contamination-free environments - Food packaging systems that maintain product freshness and extend shelf life - Laboratory equipment operation including filtration, drying, and distillation - Medical device manufacturing and sterilization procedures - Industrial processes such as plastic molding, vacuum coating, and degassing
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Apex Technology, Gujarat
 Gujarat, India
Gujarat, India
Electronics & Electrical•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
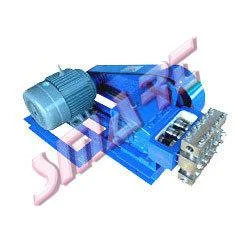
Industrial Rotary Vacuum Pumps Single Double Stage 2 120 m3/hr
Industrial rotary vacuum pumps in single and double stage models from 2 to 120 m3/hr capacity. Choose oil-lubricated or oil-free options with direct drive for reliable industrial vacuum applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Apex Technology Gujarat, India
Gujarat, India
Electronics & ElectricalManufacturer