undefined

Similar Products






Description
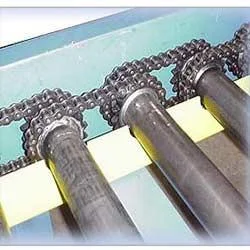
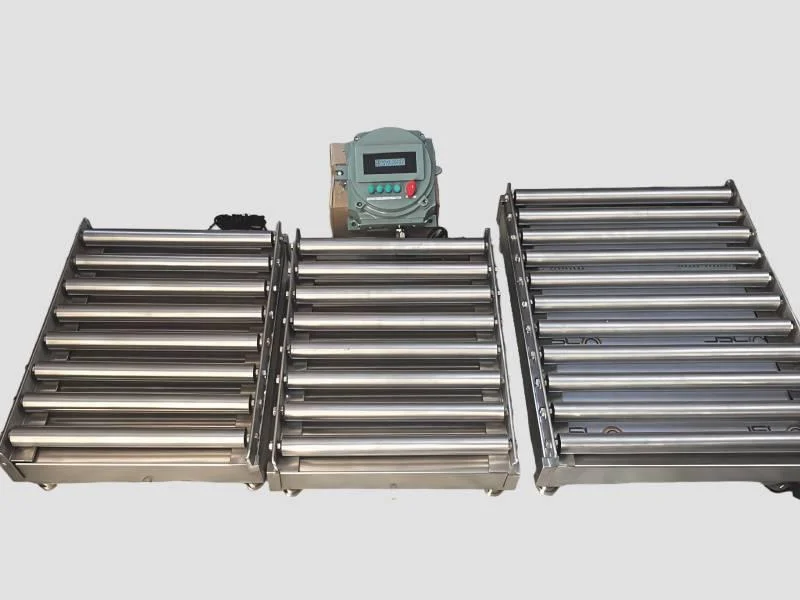
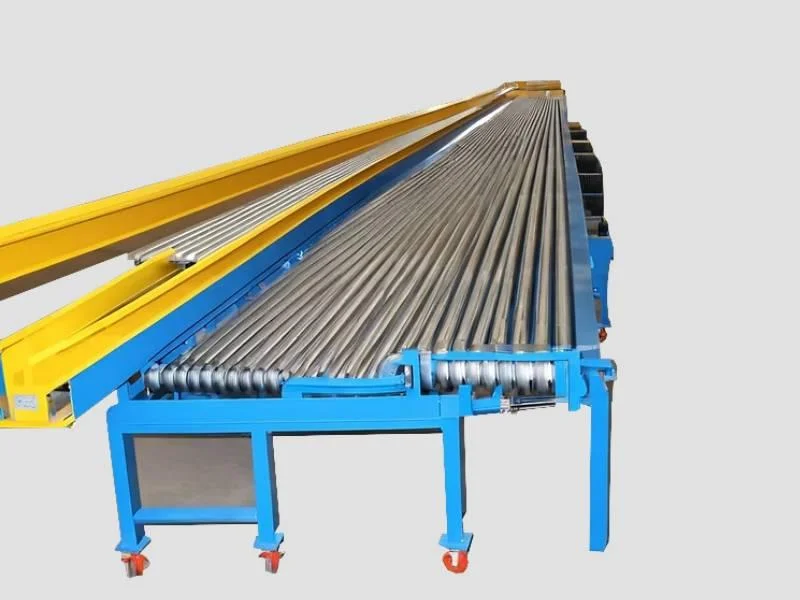
Premium rolling mill conveyors represent advanced industrial material handling solutions specifically engineered for the demanding requirements of metal processing and sugar manufa...
Premium rolling mill conveyors represent advanced industrial material handling solutions specifically engineered for the demanding requirements of metal processing and sugar manufacturing industries. Built to international quality standards, these conveyors feature corrosion-resistant finishes, reliable operation, and exceptional durability to meet diverse production requirements. The robust construction ensures continuous performance under extreme conditions, handling heavy loads and high temperatures with unmatched efficiency. Each unit undergoes rigorous quality testing to eliminate flaws and ensure optimal performance, providing businesses with dependable solutions for critical material transportation needs in challenging industrial environments. These conveyors serve essential roles across multiple heavy industries, particularly in steel plants, metal rolling mills, and sugar processing facilities. In metal manufacturing operations, they efficiently transport hot rolled products, billets, and slabs between processing stages, maintaining production flow and reducing manual handling requirements. The sugar industry utilizes these conveyors for handling raw cane, processed bagasse, and finished sugar products throughout the manufacturing process. Their adaptability makes them suitable for various plant configurations and specific operational requirements, ensuring seamless integration into existing production lines while enhancing overall operational efficiency and throughput. The operational value of these rolling mill conveyors extends beyond equipment functionality to deliver tangible advantages and long-term reliability. These systems reduce downtime through reliable operation and minimal maintenance requirements, directly impacting production output and operational costs. The precision engineering guarantees consistent performance that protects against production interruptions and reduces maintenance expenses. The durable construction combined with reasonable pricing provides outstanding return on investment, while the reliable operation ensures continuous material flow that supports overall manufacturing efficiency and productivity goals. Key Features: - Corrosion-resistant finish for extended service life in harsh environments - Precision engineering following international quality standards and specifications - Robust construction with 12-inch channel base frame for maximum stability - High-quality bearings (22218 ZKL) ensuring smooth and reliable operation - Heavy-duty design capable of handling extreme temperatures and loads Benefits: - Extended service life through corrosion-resistant construction in harsh environments - Consistent performance following international quality standards and specifications - Maximum stability and durability with robust 12-inch channel base frame construction - Smooth and reliable operation with high-quality bearings (22218 ZKL) - Reduced maintenance requirements and operational downtime through durable design
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These rolling mill conveyors are engineered for heavy-duty material handling in metal processing facilities, efficiently transporting hot rolled products, billets, and slabs between rolling stands with precision and reliability. The robust construction ensures continuous operation under high-temperature conditions and heavy loads typical in steel mills and metal manufacturing plants, maintaining consistent production flow while reducing manual handling requirements. In sugar processing operations, these conveyors handle cane, bagasse, and finished products with exceptional efficiency. The corrosion-resistant design withstands harsh industrial environments while maintaining smooth material flow throughout the manufacturing process. Their durable construction and reliable performance make them suitable for various plant layouts and specific processing requirements across different industrial settings. - Transporting hot rolled steel sections between rolling stands in metal processing plants - Moving billets and slabs through cooling beds and finishing areas in steel mills - Handling sugar cane and bagasse material flow in sugar processing facilities - Conveying finished metal products to storage or shipping areas in manufacturing plants - Supporting automated material handling systems in large-scale industrial operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
A. K. Engineering Works, Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Rolling Mill Conveyors For Metal And Sugar Industries
Premium rolling mill conveyors for metal and sugar industries deliver reliable heavy-duty material handling with corrosion-resistant construction and precision engineering for seamless operation in demanding environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
A. K. Engineering Works Uttar Pradesh, India
Uttar Pradesh, India
Industrial Equipment & MachineryManufacturer