₹
Apparel & Fashion
Loading subcategories...
View More

Description
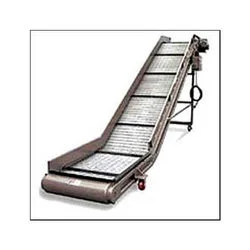
Industrial Material Handling Heavy Duty Roller Conveyors are engineered as the reliable workhorses of modern logistics and production. These systems are designed to transport a wid...
Industrial Material Handling Heavy Duty Roller Conveyors are engineered as the reliable workhorses of modern logistics and production. These systems are designed to transport a wide range of items—from packaged goods and cartons to heavy pallets and industrial components—with remarkable efficiency. Available in both gravity-fed and powered configurations, they provide tailored solutions that eliminate manual carrying, reduce physical strain on workers, and maintain a consistent flow of materials. The core construction utilizes high-grade steel frames and precision rollers built to withstand continuous operation in demanding environments. This focus on durability and smooth operation makes them a fundamental component for any business looking to optimize its material handling processes, ensuring goods move reliably from point A to point B with minimal friction or delay. These conveyors are indispensable across a spectrum of industries where material movement is critical to daily success. In manufacturing, they form the arteries of assembly lines, seamlessly moving parts between workstations to maintain production pace. Warehousing and large-scale distribution centers deploy extensive networks of these conveyors for efficient order fulfillment, sorting, and loading dock operations. The logistics and freight sector relies on them for parcel sorting and handling within bustling hubs. Airports implement heavy-duty versions in their baggage handling systems to manage high volumes of luggage. Furthermore, sectors like automotive, retail distribution, and bulk packaging utilize these systems to handle everything from small packages to oversized industrial items, proving their versatility and critical role in operational throughput. Investing in these roller conveyors delivers substantial and measurable business value through enhanced operational reliability and cost control. Their robust construction ensures minimal downtime and reduced maintenance costs, providing a dependable foundation for your operations year after year. By automating and streamlining material flow, they directly increase throughput capacity and reduce reliance on manual labor, leading to significant long-term savings. The inherent safety improvements—by removing the need for excessive manual lifting—can lower workplace injury rates and associated costs. Their modular and adaptable design protects your investment, allowing the system to be reconfigured or expanded as your business needs evolve, ensuring it continues to deliver value and support growth without requiring complete replacement. Key Features: - Available in both gravity-powered and motorized configurations to suit varied operational needs and load requirements. - Constructed with heavy-duty, galvanized steel frames and rollers for maximum durability and long-term reliability. - Designed for continuous, high-cycle operation in demanding industrial environments like warehouses and factories. - Features precision-engineered rollers that ensure smooth, consistent, and low-friction movement of goods. - Offers a modular design that allows for flexible layout configurations, including straight sections and curves. Benefits: - Dramatically reduces manual handling effort, lowering labor costs and minimizing physical strain on employees. - Accelerates material throughput and workflow efficiency, leading to faster order processing and increased productivity. - Enhances workplace safety by automating the movement of heavy items and reducing manual lifting injuries. - Provides a reliable and consistent method for transporting goods, minimizing product damage from handling. - Delivers a strong return on investment through durable construction, low maintenance, and scalable design that grows with your business.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Heavy-duty roller conveyors form the essential infrastructure for moving goods efficiently across industrial environments. Gravity models provide a cost-effective, low-maintenance solution for manual handling zones, allowing items to flow smoothly with minimal intervention. Powered systems take over where heavy loads or automated processes demand consistent, controlled movement, integrating seamlessly with other machinery to create a cohesive workflow. This dual capability ensures there is a suitable conveyor solution for every stage of your operation, from receiving to dispatch. These robust systems are engineered for the demanding cycles of modern industry, capable of handling pallets, crates, and bulk items day in and day out. Their application directly translates to tangible operational gains: accelerated throughput, significant reduction in manual labor, and enhanced safety by minimizing heavy lifting. The modular nature of the design means they can be configured into straight lines, curves, or complex networks to fit the exact footprint of your facility, optimizing the use of available space and improving overall layout efficiency. - Warehouse and distribution centers for order picking, sorting, and pallet handling operations. - Manufacturing plants to transport raw materials, components, and finished goods between production stations. - Airport baggage handling systems for reliable and efficient sorting and transport of passenger luggage. - Logistics and parcel service hubs for rapid sorting and movement of packages and freight. - Automotive and heavy equipment assembly lines for moving large parts and sub-assemblies.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Best Systems And Services, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Material Handling Heavy Duty Roller Conveyors Gravity Powered
Industrial Material Handling Heavy Duty Roller Conveyors offer gravity-powered and motorized models for warehouses, manufacturing, and logistics. Built for reliability and continuous operation to streamline material flow and boost productivity.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Best Systems And Services Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer