₹
Apparel & Fashion
Loading subcategories...
View More

Description
Our industrial roller conveyor systems are engineered for maximum efficiency in material handling operations, designed to optimize workflow while reducing manual labor requirements...
Our industrial roller conveyor systems are engineered for maximum efficiency in material handling operations, designed to optimize workflow while reducing manual labor requirements. These robust conveyors feature precision-engineered rollers that ensure smooth, consistent movement of various loads including boxes, trays, drums, and packaged goods. Built with industrial-grade materials and advanced manufacturing techniques, our conveyors deliver exceptional durability and long-term performance in demanding environments. The systems are available in multiple configurations including gravity roller conveyors for cost-effective manual operation, powered roller conveyors for automated material flow, and accumulation models for buffering and sequencing applications. Each conveyor is engineered to provide reliable service with minimal maintenance requirements, making them ideal for continuous operation in busy industrial settings. These roller conveyors serve diverse industries including manufacturing, warehousing, logistics, packaging, and distribution centers. In automotive plants, they facilitate efficient parts movement along assembly lines, ensuring timely delivery to production stations. E-commerce and retail distribution centers utilize them for sorting and transporting packages of various sizes efficiently. Food processing facilities benefit from their ability to handle containers and packaged goods while maintaining hygiene standards. Pharmaceutical companies rely on them for gentle product handling while maintaining cleanroom requirements. The conveyors also find applications in airports for baggage handling systems, postal services for mail sorting operations, and manufacturing plants for raw material transportation between different processing stages. Investing in our roller conveyor systems delivers significant operational value through improved efficiency, reduced labor costs, and enhanced workplace safety. These systems minimize product damage during transportation, ensuring goods reach their destination in optimal condition. The reliability of our conveyors translates to reduced downtime and maintenance expenses, providing excellent return on investment. The robust construction ensures long service life and consistent performance even under heavy usage conditions. These conveyors offer smart solutions for businesses seeking to optimize their material handling processes while maintaining high standards of operational excellence and reliability. Key Features: - Heavy-duty construction using industrial-grade rollers and frame materials - Multiple configuration options including gravity, powered, and accumulation models - Customizable lengths, widths, and roller spacing for specific load requirements - Smooth roller surface with precision bearings for quiet, efficient operation - Easy integration capability with existing material handling systems and equipment Benefits: - Enhanced operational efficiency through automated material movement - Reduced labor costs by minimizing manual handling requirements - Improved workplace safety with controlled material transportation - Minimal product damage during handling and transportation processes - Long service life with low maintenance requirements for cost savings
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Roller conveyors provide continuous, efficient transport solutions for boxes, trays, drums, and various unit loads across multiple industries. These systems significantly reduce manual handling, minimize product damage, and accelerate workflow in warehouses, distribution centers, and production facilities. Their modular design allows flexible layout configurations to accommodate specific operational requirements and space constraints, ensuring optimal material flow. These conveyor systems serve critical roles in manufacturing plants, logistics hubs, and packaging facilities where reliable material movement is essential. From light-duty carton handling to heavy-duty pallet movement, roller conveyors adapt to diverse load requirements and operational environments. They integrate seamlessly with other equipment like sortation systems, packaging stations, and loading docks to create comprehensive material handling solutions that enhance overall operational efficiency. - Assembly line part transportation in automotive manufacturing facilities - Carton and package sorting operations in e-commerce fulfillment centers - Pallet movement and loading dock operations in distribution warehouses - Food product handling in packaging and processing plants - Drum and container transport in chemical and pharmaceutical industries
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Jai Vinayak Enterprises, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
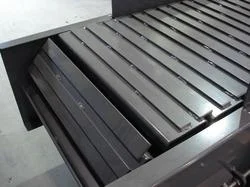
Industrial Roller Conveyors For Efficient Material Handling Systems
Industrial roller conveyors for efficient material handling systems transport boxes, trays, and drums with superior build quality and reliable performance across diverse industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Jai Vinayak Enterprises Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer