undefined

Similar Products






Description
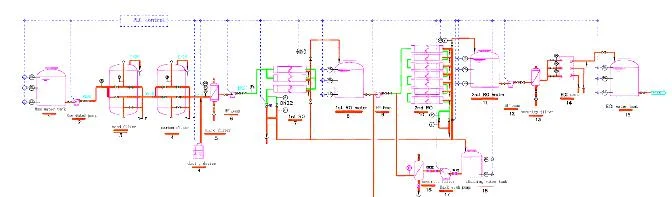
Our commercial reverse osmosis systems represent a proven, efficient method for achieving high-purity water by removing dissolved solids and minerals. Utilizing advanced semi-perme...
Our commercial reverse osmosis systems represent a proven, efficient method for achieving high-purity water by removing dissolved solids and minerals. Utilizing advanced semi-permeable membrane technology under controlled pressure, these systems separate impurities from water molecules, delivering consistently clean water output. Designed for industrial and commercial environments, they provide a reliable purification process that maintains performance over extended operational periods. The engineering focuses on delivering economical operation while ensuring the water quality meets the specific demands of various applications, from process water to utility applications. These systems find essential usage across multiple industries where water purity impacts product quality and operational efficiency. In manufacturing, they supply demineralized water that prevents mineral buildup in boilers and cooling systems. Food processing facilities rely on them for water used in ingredient preparation and equipment cleaning. Pharmaceutical operations utilize the purified water for production processes where contamination control is critical. The technology also serves hospitality businesses requiring safe drinking water and laboratories needing ultra-pure water for precise experiments and testing procedures. The value proposition centers on reliability, consistent performance, and operational efficiency. These systems are built to deliver uninterrupted water purification with minimal maintenance requirements, reducing downtime and associated costs. The robust construction ensures long service life even in demanding industrial environments. This reliability translates to consistent water quality that helps maintain production standards, protects equipment from scaling damage, and supports compliance with industry regulations. The focus on efficient operation also contributes to lower total cost of ownership through reduced energy consumption and maintenance needs. Key Features: - Advanced semi-permeable membrane technology removing up to 99% of dissolved solids - High-pressure pumping system designed for efficient and consistent water purification - Robust construction with durable components ensuring long-term reliability - Complete system integration with all necessary equipment for operational readiness - Engineered for consistent performance across varying water quality conditions Benefits: - Delivers high-purity water that meets stringent industry quality standards - Reduces equipment scaling and maintenance through effective mineral removal - Provides reliable operation with minimal downtime for continuous production - Offers economical water purification with efficient energy and resource usage - Supports regulatory compliance for water quality in sensitive applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Commercial reverse osmosis systems are engineered to deliver consistently pure water by removing up to 99% of dissolved solids, minerals, and contaminants. This reliable purification process ensures water quality that meets stringent operational requirements across various demanding environments, from manufacturing floors to sensitive production areas where water purity directly influences final product integrity and process efficiency. These systems serve critical roles in industries where water quality cannot be compromised. They provide demineralized water that prevents scaling in equipment, protects sensitive machinery, and helps maintain consistent production standards. The technology is trusted in sectors where regulatory compliance and operational reliability are paramount, offering a dependable solution for diverse water purification needs without interrupting workflow or quality output. - Pharmaceutical production facilities requiring water for drug formulation and cleaning processes - Food and beverage manufacturing for ingredient mixing, rinsing, and sanitation applications - Hospitality establishments including hotels and restaurants for safe drinking water supply - Industrial manufacturing plants for boiler feed water and various cooling applications - Laboratories and healthcare facilities needing ultra-pure water for testing and sterilization
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Brisanzia Technologies Private Limited, New Delhi
 New Delhi, India
New Delhi, India
Raw Materials & Chemicals•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Commercial Reverse Osmosis Systems For Industrial Water Purification
Commercial Reverse Osmosis Systems provide efficient industrial water purification by removing dissolved solids and minerals. Our reliable solutions deliver high-purity water for manufacturing, food processing, and pharmaceutical applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Brisanzia Technologies Private Limited New Delhi, India
New Delhi, India
Raw Materials & ChemicalsManufacturer