undefined

Similar Products







Description
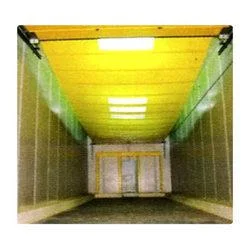
Our premium ripening chambers represent advanced systems engineered to deliver precise control over temperature, humidity, and ethylene concentrations. These chambers utilize sophi...
Our premium ripening chambers represent advanced systems engineered to deliver precise control over temperature, humidity, and ethylene concentrations. These chambers utilize sophisticated directed airflow technology that prevents turbulence while maintaining consistent environmental conditions throughout the chamber. This precision engineering ensures optimal ripening conditions for various fruits and flowers, preserving product freshness and quality from initial processing through final distribution. The systems support multiple ripening methodologies including catalytic ethylene generators and ethylene gassing systems with automated gas controllers, providing comprehensive solutions for diverse agricultural needs. These chambers serve critical roles across horticulture, floriculture, and commercial fruit industries where controlled ripening directly impacts product quality and market value. Large fruit distributors, agricultural importers, and processing facilities rely on them for handling climacteric fruits such as bananas, mangoes, and tomatoes, ensuring consistent ripening before distribution to retailers. Floriculture applications include precisely timed flower blooming to align with market demands and seasonal peaks. Food processing units and export-oriented agribusinesses implement these systems to maintain compliance with international quality standards while significantly reducing post-harvest losses through controlled maturation processes. The business value of our ripening chambers stems from their proven reliability, operational efficiency, and consistent performance outcomes. By delivering uniform ripening across all produce batches, these systems substantially reduce waste, enhance product shelf life, and increase overall profitability for commercial operators. Constructed with durable materials and engineered for long-term performance, the chambers require minimal maintenance while delivering maximum uptime. Their adaptable design accommodates various spatial configurations and volume requirements, making them practical investments for businesses ranging from medium-scale operations to large industrial facilities. Trusted by wholesalers and distributors worldwide, these systems provide dependable results that support business growth and customer satisfaction in competitive agricultural markets. Key Features: - Precise temperature and humidity control for optimal ripening conditions - Directed airflow system minimizing turbulence and preserving freshness - Compatibility with catalytic ethylene generators and gassing systems - Automated gas controllers ensuring uniform ethylene distribution - Robust construction designed for durability and long-term performance Benefits: - Uniform ripening across all produce batches for consistent quality - Reduced spoilage and waste through controlled environmental conditions - Extended shelf life maintaining product freshness longer - Increased operational efficiency with automated control systems - Enhanced profitability through improved product quality and reduced losses
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our ripening chambers provide exact ethylene distribution and environmental control, ideal for bananas, mangoes, tomatoes, and other climacteric produce. They guarantee uniform color development, texture, and flavor while reducing spoilage and extending shelf life. These systems are essential for distributors and processors requiring consistent, high-quality ripening outcomes for commercial operations. Horticulture, floriculture, and large-scale fruit processing industries depend on our chambers to efficiently manage ripening cycles. The technology supports both catalytic ethylene generators and gassing systems, offering flexibility for different produce types and operational scales. From small farms to export-focused agribusinesses, these chambers deliver reliable performance across various volume requirements and spatial configurations. - Ripening bananas uniformly for retail supermarkets and export markets - Accelerating mango ripening during peak season to meet demand - Controlling tomato maturation for consistent quality in food processing - Enhancing flower blooming in floriculture for timed market readiness - Managing avocado ripening to reduce waste and improve profitability
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Eakcon Systems Pvt Ltd, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
ManufacturerTrading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Premium Ripening Chambers For Fruits And Flowers With Precise Control
Premium ripening chambers deliver precise temperature, humidity, and ethylene control for fruits and flowers. These reliable solutions ensure uniform ripening and extended freshness for horticulture and commercial produce industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Eakcon Systems Pvt Ltd Tamil Nadu, India
Tamil Nadu, India
Manufacturer