undefined
Similar Products







Description
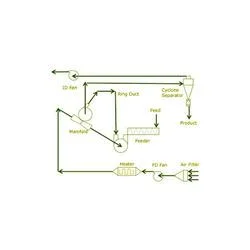
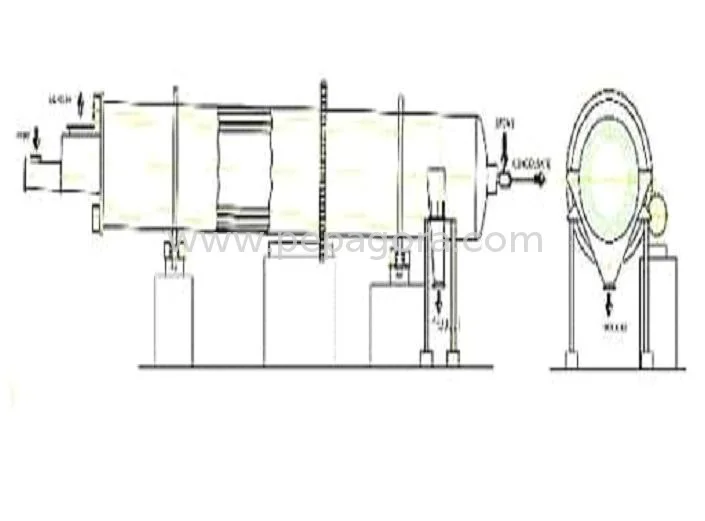
Industrial ring dryers represent advanced drying technology engineered for heavy-duty processing operations. These systems utilize a unique circular airflow pattern to efficiently ...
Industrial ring dryers represent advanced drying technology engineered for heavy-duty processing operations. These systems utilize a unique circular airflow pattern to efficiently remove moisture from various materials while preserving product quality and integrity. The drying process occurs through rapid evaporation within a precisely controlled environment, ensuring uniform results without overheating or damaging sensitive compounds. Built with durable materials and precision engineering, these dryers deliver consistent performance even with challenging feed materials, providing reliable operation in continuous production environments where downtime is not an option. These drying systems serve critical functions across multiple industrial sectors including chemical processing, food production, mineral beneficiation, and plastics manufacturing. Chemical plants utilize them for drying specialty powders and bulk intermediates with precise moisture specifications. Food processing facilities rely on them for ingredients requiring strict hygiene standards and exact moisture content control. Mining operations depend on them for preparing minerals before further processing stages, while plastic manufacturers use them for essential resin drying that ensures quality in molding and extrusion processes. The versatility to handle diverse material types makes ring dryers fundamental to production lines where moisture control directly impacts final product quality and overall process efficiency. Investing in industrial ring dryers delivers significant business value through reduced operational costs, improved product quality, and enhanced production reliability. The energy-efficient design substantially lowers utility consumption while maintaining high throughput rates essential for profitable operations. Reduced maintenance requirements combined with durable construction minimize operational downtime and extend equipment service life. The systems integrate seamlessly with existing production lines, while rigorous quality assurance protocols guarantee consistent performance across production batches. These dryers become long-term operational assets that contribute directly to manufacturing excellence and competitive advantage in demanding industrial markets. Key Features: - Circular airflow design ensures efficient and uniform drying performance - Precision temperature and airflow controls for material-specific requirements - Robust construction using corrosion-resistant industrial-grade materials - Capable of processing powders, granules, and slurry feed materials - Closed-loop system design minimizes product loss and prevents contamination Benefits: - Energy-efficient operation reduces utility costs and environmental impact - Consistent drying results improve final product quality and uniformity - Durable construction minimizes maintenance needs and extends equipment life - Versatile material handling capabilities support diverse production requirements - Closed-loop design protects product purity and reduces material waste
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial ring dryers provide continuous drying for powdered, granular, and slurry materials across demanding processing environments. Their advanced design handles heat-sensitive products without degradation while maintaining precise moisture control and uniform drying results. This ensures consistent output quality for high-volume production operations where reliability and material integrity are essential. These drying systems process diverse materials including chemicals, food ingredients, minerals, and plastic resins with exceptional efficiency. The closed-loop mechanism minimizes product loss and contamination while optimizing thermal performance. This makes them ideal for applications requiring strict purity standards, consistent particle size distribution, and safe operational conditions in industrial settings. - Drying chemical powders and pigments in manufacturing facilities - Removing moisture from food ingredients including starch and protein powders - Processing mineral ores and ceramic materials before further treatment - Drying plastic resins and polymer compounds for extrusion processes - Handling temperature-sensitive materials under controlled conditions
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Advanced Drying Systems, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Ring Dryers For Chemical Food Mineral Plastics Processing
Industrial ring dryers for chemical food mineral plastics processing deliver efficient bulk drying with reliable performance. These systems ensure consistent moisture removal and energy efficiency for various materials.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Advanced Drying Systems Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer