undefined
Similar Products







Description
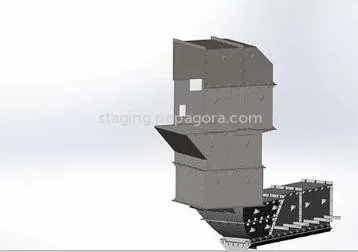
The RHINO Bulk Flow Chute is a precision-engineered solution designed for reliable and efficient handling of bulk materials in demanding industrial environments. Its advanced const...
The RHINO Bulk Flow Chute is a precision-engineered solution designed for reliable and efficient handling of bulk materials in demanding industrial environments. Its advanced construction focuses on guiding materials smoothly from one point to another, significantly reducing spillage, dust generation, and wear. Built with high-strength materials and wear-resistant linings, it ensures consistent flow for abrasive substances like ores, coal, cement, and aggregates. Customization options allow for tailored designs that fit specific operational layouts, enhancing compatibility with existing conveyor systems, hoppers, and feeders. This chute minimizes material segregation and blockages, promoting uninterrupted operations and extending equipment lifespan. By addressing common flow issues, it supports seamless material transfer, making it an indispensable component for industries reliant on bulk handling. The robust design withstands harsh conditions, delivering long-term performance with reduced maintenance needs, ultimately contributing to higher productivity and cost savings. Industries such as mining, cement production, aggregates, and mineral processing heavily depend on RHINO Bulk Flow Chutes for their material handling needs. In mining, these chutes facilitate the transfer of extracted minerals between crushing stations and conveyors, ensuring efficient processing with minimal loss. Cement plants utilize them for moving raw materials like limestone and clinker, as well as finished products, through various stages of production. The aggregates sector benefits from their ability to handle crushed stone, sand, and gravel without degradation or blockage. Additionally, industrial applications including power generation, chemical processing, and food production use these chutes for managing bulk solids such as coal, fertilizers, and grains. Their versatility and durability make them suitable for both fixed installations and mobile setups, catering to a wide range of operational scales and requirements. By integrating seamlessly into existing infrastructure, they enhance workflow efficiency across diverse sectors, supporting global industrial standards and safety protocols. The business value of RHINO Bulk Flow Chutes lies in their ability to boost operational reliability and reduce total cost of ownership. Their wear-resistant construction and customizable designs minimize downtime and maintenance expenses, leading to significant long-term savings. By preventing spillage and blockages, they enhance workplace safety and environmental compliance, reducing cleanup costs and potential fines. The chutes' efficiency in material transfer translates to higher throughput and improved productivity, directly impacting profitability. Reliability is ensured through rigorous testing and quality materials, providing peace of mind for businesses operating in critical applications. Differentiators such as unique quality standards, adaptability to specific needs, and proven performance in harsh conditions set them apart from competitors, making them a trusted choice for B2B buyers seeking durable and effective bulk handling solutions. Key Features: - Durable construction with high-strength materials for long-lasting performance - Wear-resistant linings that reduce abrasion and extend service life - Customizable designs to fit specific operational layouts and requirements - Smooth material flow design minimizing blockages and segregation - Compatibility with conveyor systems, hoppers, and feeders for seamless integration Benefits: - Reduced spillage and dust generation enhancing safety and cleanliness - Lower maintenance needs and downtime leading to cost savings - Improved operational efficiency with consistent material transfer - Extended equipment lifespan through minimized wear and tear - Versatile application across mining, cement, and industrial sectors
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
RHINO Bulk Flow Chutes are engineered for heavy-duty industries where efficient material transfer is critical. They seamlessly integrate with conveyor systems, hoppers, and feeders to handle bulk solids like ores, coal, cement, and aggregates. Their design minimizes blockages and material segregation, ensuring consistent flow in demanding environments such as mining and mineral processing plants. These chutes are built to withstand abrasive materials and harsh conditions, providing long-lasting performance with minimal maintenance requirements. Industries rely on them for their robustness and ability to maintain operational continuity, reducing unexpected stoppages and associated costs. The customizable options allow for precise fitting into existing infrastructure, making them a versatile solution for various material handling challenges. With a fo cus on durability and efficiency, these chutes support smooth operations in both fixed and mobile processing setups, catering to global standards and safety regulations. Their application extends across multiple sectors, proving essential for businesses prioritizing productivity and equipment longevity in bulk material management. Real-world applications: - Mining operations for transferring extracted ores and minerals between conveyor belts and processing equipment - Cement plants handling raw materials and finished products through hoppers and loading points - Aggregate and quarry facilities managing crushed stone, sand, and gravel with reduced spillage - Industrial processing units moving bulk solids like fertilizers, grains, and chemicals efficiently - Power generation plants managing coal and biomass fuel transfer with minimal wear and blockages Real-world applications: - Mining operations for transferring extracted ores and minerals between conveyor belts and processing equipment - Cement plants handling raw materials and finished products through hoppers and loading points - Aggregate and quarry facilities managing crushed stone, sand, and gravel with reduced spillage - Industrial processing units moving bulk solids like fertilizers, grains, and chemicals efficiently - Power generation plants managing coal and biomass fuel transfer with minimal wear and blockages
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Thejo Engineering Limited, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerRetailer
Factory Details
Factory SizeBelow 1000 sqm
RHINO Bulk Flow Chutes for Mining, Cement, and Industrial Material Handling
RHINO Bulk Flow Chutes ensure efficient bulk material handling with minimal spillage and wear. Durable construction guarantees smooth flow for mining, cement, and industrial applications, enhancing operational reliability and reducing downtime.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Thejo Engineering Limited
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer