undefined
Similar Products








Description
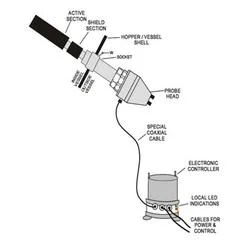
The Industrial RF Level Switch is a precision-engineered point-level detection device designed for reliable monitoring of liquids and granular solids in industrial storage systems....
The Industrial RF Level Switch is a precision-engineered point-level detection device designed for reliable monitoring of liquids and granular solids in industrial storage systems. Utilizing advanced radio frequency technology, this switch provides accurate level control without direct contact with materials, ensuring minimal wear and extended service life even in demanding operational conditions. Constructed with high-quality components and robust housing, it delivers consistent performance across varying temperatures, pressures, and material characteristics. The device offers straightforward installation and integration with existing control systems, making it a practical solution for facilities seeking dependable level monitoring without complex implementation requirements. Multiple industries rely on this RF Level Switch for critical level detection applications where safety and efficiency are paramount. Chemical processing plants utilize these switches to monitor aggressive liquids and solvents, ensuring safe storage and preventing hazardous spills. Water treatment facilities implement them for precise basin level management and pump control operations. Food production and pharmaceutical manufacturers benefit from their reliable performance in hygienic processing environments. Mining and construction sectors deploy these switches for abrasive materials like sand, cement, and aggregates, where durability against wear is essential. Additionally, power generation facilities, agricultural storage operations, and bulk material handling systems incorporate these devices for reliable silo and hopper monitoring. The Industrial RF Level Switch delivers substantial operational value by enhancing process safety while reducing maintenance requirements and downtime. Its reliable performance prevents costly material spills, equipment damage, and production interruptions, ensuring continuous operational efficiency. The non-contact measurement technology significantly extends device lifespan compared to mechanical alternatives, providing excellent return on investment through reduced replacement frequency. The robust construction withstands challenging environmental conditions, minimizing repair needs and associated labor costs. This reliability translates to long-term savings and operational peace of mind for facility managers overseeing critical material storage and handling processes. Key Features: - Non-contact RF technology for accurate detection of liquids, powders, and granular solids - High-quality construction with durable materials suitable for harsh industrial environments - Effective operation under varying temperature and pressure conditions - Multiple mounting options including flange, threaded, and sanitary connections - Standard output signals compatible with PLCs and control systems Benefits: - Prevents overfills and run-dry conditions through reliable point-level detection - Reduces maintenance requirements with non-contact measurement technology - Enhances process safety by providing accurate level alerts for automated systems - Extends equipment lifespan with durable construction for harsh environments - Simplifies integration with existing control systems for straightforward implementation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Industrial RF Level Switch delivers precise point-level detection for liquids, powders, and granular solids in storage and process vessels. Its non-contact RF technology ensures reliable operation without material contact, preventing wear and maintenance issues while providing accurate high or low level alerts for automated control systems. This makes it ideal for environments where process safety and continuous operation are critical requirements. These switches serve diverse industrial applications where material level monitoring prevents operational disruptions. From chemical processing to bulk material handling, they offer versatile mounting options and robust construction that withstands harsh conditions including high temperatures, pressures, and corrosive materials. The device integrates seamlessly with existing PLCs and control panels, providing reliable data for preventing overfills, run-dry conditions, and ensuring efficient material management across production workflows. - Monitoring liquid levels in chemical storage tanks to prevent overflows and ensure safe handling - Detecting powder levels in food processing silos to maintain consistent production flow - Controlling water levels in treatment plants for automated pump operation - Preventing dry runs in mining operations handling abrasive slurries and materials - Managing fuel and oil levels in industrial storage facilities for inventory control
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Flow Star Engineering Pvt Ltd, Haryana
 Haryana, India
Haryana, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial RF Level Switch for Liquid and Solid Detection in Tanks
Industrial RF Level Switch provides reliable point-level detection for liquids and solids in tanks and silos. This durable device ensures process safety with high-quality construction for continuous monitoring in demanding industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Flow Star Engineering Pvt Ltd Haryana, India
Haryana, India
Industrial Equipment & MachineryManufacturer