undefined

Similar Products







Description
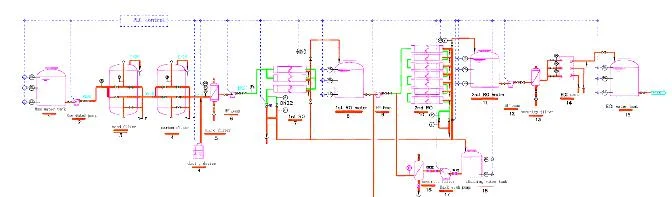
Industrial reverse osmosis systems represent advanced water purification technology designed for demanding commercial and industrial applications. These systems utilize semi-permea...
Industrial reverse osmosis systems represent advanced water purification technology designed for demanding commercial and industrial applications. These systems utilize semi-permeable membranes to effectively remove dissolved salts, minerals, bacteria, and various contaminants from water sources. The reverse osmosis process operates by applying pressure to force water through these specialized membranes, separating pure water from impurities which are then efficiently discharged. This proven technology ensures consistent production of high-purity water suitable for numerous industrial processes and manufacturing requirements where water quality directly influences operational efficiency, product standards, and overall process reliability. These reverse osmosis systems serve critical functions across multiple industries including pharmaceuticals, food processing, chemical manufacturing, power generation, and electronics production. In pharmaceutical applications, they produce water meeting stringent pharmacopeia standards for drug manufacturing and laboratory use. Food processing facilities rely on them for purifying water used in production, cleaning, and ingredient preparation. Power plants utilize RO systems for boiler feed water treatment to prevent scaling and corrosion damage. The versatility and reliability of these systems make them essential infrastructure for any operation requiring consistent, high-quality water purification at commercial or industrial scales. Investing in our reverse osmosis systems delivers significant business value through reduced operational costs, minimized downtime, and consistent water quality output. These systems are constructed with industrial-grade components including superior quality RO membranes, high-pressure pumps, and corrosion-resistant housings that ensure long-term reliability with minimal maintenance requirements. The robust design guarantees optimal performance even in challenging operating conditions, translating to reduced total cost of ownership and protected production processes against water quality variations. This reliability ensures continuous operation and maintains product quality standards across all applications. Key Features: - Advanced semi-permeable membrane technology for superior contaminant removal - Industrial-grade components including high-pressure pumps and corrosion-resistant housing - Configurable systems designed to meet specific flow rate and purity requirements - Comprehensive pre-treatment integration capabilities for varied water sources - Automated control systems with monitoring and alert functions for consistent operation Benefits: - Consistent production of high-purity water meeting industry standards - Reduced operational costs through efficient energy and water usage - Minimal maintenance requirements with industrial-grade construction - Reliable performance in challenging operating environments - Protection of downstream equipment and processes from water quality issues
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial reverse osmosis systems are engineered for demanding applications where water purity directly impacts product quality and process efficiency. These robust systems utilize advanced membrane technology to remove dissolved salts, minerals, and contaminants from various water sources. They deliver consistent performance in challenging industrial environments, supporting continuous operation in manufacturing plants, processing facilities, and large-scale commercial operations without compromising on water quality standards. These RO systems are designed to handle diverse feed water conditions and output requirements, offering flexibility across multiple industrial applications. From comprehensive pre-treatment to final purification stages, our systems integrate seamlessly with existing infrastructure while providing scalability for evolving water treatment needs. The reliable performance ensures uninterrupted operation, making them suitable for industries where water quality cannot be compromised and consistent purification is essential for operational success. - Pharmaceutical manufacturing for producing purified water that meets strict pharmacopeia standards - Food and beverage processing for ingredient mixing, production water, and cleaning applications - Power generation facilities for boiler feed water treatment to prevent scaling and corrosion - Chemical manufacturing for process water purification and product formulation - Electronics manufacturing for ultra-pure water required in production processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aqua Related Business Solution, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•Trading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Reverse Osmosis System For Water Purification In Manufacturing
Industrial reverse osmosis water purification systems effectively remove salts, impurities and contaminants. Ideal for manufacturing, pharmaceutical and food processing industries requiring reliable high-purity water for production processes.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aqua Related Business Solution Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryTrading Company