undefined

Similar Products







Description
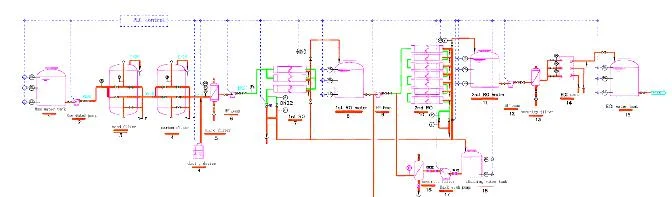
Industrial reverse osmosis plants utilize advanced membrane technology to effectively separate contaminants, chemicals, and impurities from water sources. Through a precise pressur...
Industrial reverse osmosis plants utilize advanced membrane technology to effectively separate contaminants, chemicals, and impurities from water sources. Through a precise pressure-driven process, water is forced through semi-permeable membranes that block pollutants while allowing pure water molecules to pass. This sophisticated filtration method delivers consistently high-purity water that meets stringent quality standards. Engineered for durability and performance, these systems handle diverse water conditions while maintaining operational reliability. The robust construction ensures long-term functionality with minimal performance degradation over time. Multiple industries depend on reverse osmosis technology for their critical water purification needs. Manufacturing facilities utilize these systems for process water, equipment cooling, and product rinsing applications. Pharmaceutical companies require ultra-pure water for production processes and cleaning operations. Food and beverage producers rely on RO-treated water to maintain product safety and quality consistency. Hospitality establishments use purified water for guest services and facility operations. These plants help businesses comply with regulatory standards while supporting sustainable water management practices. These water treatment systems deliver significant business value through operational efficiency and cost savings. The reliable performance reduces downtime and maintenance requirements, ensuring continuous production flow. Energy-efficient designs minimize power consumption while advanced filtration reduces chemical usage. Durable components and quality construction extend equipment lifespan, providing long-term return on investment. The consistent water quality output protects sensitive equipment and enhances end-product quality. Businesses benefit from reduced operational costs and improved environmental compliance through effective water management. Key Features: - Advanced membrane technology for efficient contaminant removal - Robust construction using high-quality materials for durability - Scalable designs suitable for various facility sizes - Energy-efficient operation with optimized performance - User-friendly controls for easy monitoring and operation Benefits: - Consistent high-purity water output for industrial processes - Reduced operational costs through energy efficiency - Minimal maintenance requirements and downtime - Compliance with industry quality standards and regulations - Long equipment lifespan with reliable performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial reverse osmosis plants efficiently remove dissolved salts, bacteria, and chemical contaminants from water sources. These systems ensure consistent water purity for various industrial processes, supporting production quality and operational efficiency across multiple sectors. Their robust design handles challenging water conditions while maintaining reliable performance day after day. These water treatment solutions adapt to different industry requirements with scalable configurations. From small facilities to large manufacturing plants, they provide cost-effective purification that meets strict quality standards. The technology enables water recycling and waste reduction, supporting sustainable operations while minimizing environmental impact through efficient resource utilization. - Purifying water for pharmaceutical production and laboratory use - Treating feed water for manufacturing processes and equipment cooling - Ensuring water safety in food and beverage production lines - Processing wastewater for recycling in industrial facilities - Providing clean water for hospitality and healthcare operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Enviro Tech Systems, Maharashtra
 Maharashtra, India
Maharashtra, India
Services & Support•ManufacturerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
North America
South America
Eastern Europe
Southeast Asia
Central America
Industrial Reverse Osmosis Plants For Pure Water Treatment Solutions
Industrial reverse osmosis plants provide pure water treatment by removing contaminants and chemicals. These reliable systems deliver high-purity water for manufacturing, pharmaceuticals, and food processing industries with consistent performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Enviro Tech Systems Maharashtra, India
Maharashtra, India
Services & SupportManufacturer