undefined

Similar Products






Description
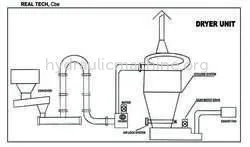
The Dhopeshwar Poultry Waste Rendering Plant is a robust industrial system designed to transform biological waste from poultry, hatchery, fish, and goat operations into a high-valu...
The Dhopeshwar Poultry Waste Rendering Plant is a robust industrial system designed to transform biological waste from poultry, hatchery, fish, and goat operations into a high-value, sterilized protein meal. It integrates a cooker-digestor-homogenizer unit with advanced vapor spray and vacuum drying technologies to ensure efficient, eco-friendly processing. This batch-operated plant reliably converts waste into a product containing 60-65% protein, 20-22% fat, and 8-10% moisture, with batch capacities scalable from 500 kg to 3500 kg. Manufactured for demanding environments, it offers a reliable solution for protein recovery, turning a disposal liability into a profitable asset. This plant serves critical needs across the animal processing sector. Poultry facilities utilize it to manage the approximately 30% of live bird weight that becomes waste, ensuring compliance and value extraction. Fish processors depend on it to handle offal and trimmings, producing consistent fish meal. Hatcheries implement it for the safe disposal of egg waste and non-viable materials, while goat farming operations use it for carcass management. As essential cooking and protein recovery equipment, it is indispensable for industries committed to operational sustainability, regulatory adherence, and maximizing resource utilization from their production streams. Investing in this rendering plant delivers substantial business value through operational efficiency and environmental stewardship. It eliminates pollution risks associated with biological waste by converting it into Poultry By-product Hydrolyzed Feather Meal (PBHFM), a marketable feed ingredient. The plant's robust construction and integrated safety monitoring ensure long-term reliability and operator safety. By providing a closed-loop solution, it significantly reduces waste disposal costs, generates a new revenue stream, and enhances the overall sustainability profile of your operation, ensuring a strong return on investment. Key Features: - Integrated cooker-digestor-homogenizer unit for complete, controlled processing cycles. - Advanced vacuum drying system for precise moisture control and superior product quality. - Barometric vapor spray condenser effectively neutralizes odors and prevents air pollution. - Heavy-duty industrial construction using durable materials for long service life. - Comprehensive monitoring and safety systems for operational control and personnel protection. Benefits: - Converts waste disposal costs into profitable revenue from high-protein meal sales. - Ensures environmental compliance by safely sterilizing and processing biological waste. - Delivers a consistent, nutrient-rich protein ingredient for animal feed formulations. - Reduces operational risks with built-in safety features and reliable performance. - Provides a scalable, efficient solution to manage large volumes of processing by-products.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This rendering plant is engineered for large-scale poultry processors, fish facilities, hatcheries, and goat farms that generate substantial biological by-products. It provides a complete solution for converting slaughter waste, offal, feathers, and non-viable materials into a stable, valuable resource, directly addressing both waste management challenges and the need for sustainable raw materials. Operations benefit from transforming a costly disposal problem into a profitable revenue stream. The system processes diverse animal by-products into nutrient-rich, sterilized protein meal suitable for animal feed formulation. This technology is crucial for facilities aiming to minimize environmental impact, reduce waste handling costs, and create a circular economy within their production process. - Poultry slaughterhouses processing feathers, offal, and blood into hydrolyzed feather meal for feed. - Fish processing plants converting fish waste, heads, and viscera into high-quality fish meal. - Hatcheries safely sterilizing and rendering egg waste, shells, and non-viable chicks. - Goat and small ruminant farms managing fallen stock and processing waste into nutrient meal. - Feed manufacturers sourcing consistent, traceable protein ingredients from rendered by-products.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Any port in India | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
DHOPESHWAR & SONS, Andhra Pradesh
 Andhra Pradesh, India
Andhra Pradesh, India
Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Poultry Waste Rendering Plant For Protein Meal Production
Dhopeshwar poultry waste rendering plant converts hatchery, fish, and goat waste into high-protein sterilized meat meal using cooker-digestor-homogenizer, vapor spray, and vacuum drying for efficient, eco-friendly protein recovery.
Min. Order Quantity: 1 Unit
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
DHOPESHWAR & SONS Andhra Pradesh, India
Andhra Pradesh, India
Manufacturer