undefined

Similar Products






Description
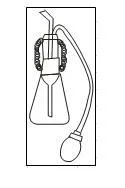
The premium reflux reaction apparatus is a meticulously engineered laboratory system designed for precise and efficient chemical reactions that require continuous boiling and conde...
The premium reflux reaction apparatus is a meticulously engineered laboratory system designed for precise and efficient chemical reactions that require continuous boiling and condensation. It comprises a robust reaction vessel, an efficient condenser, and specialized components that work in unison to maintain constant temperature and prevent solvent loss. This system undergoes rigorous quality testing at multiple stages to ensure exceptional reliability, durability, and adherence to stringent international standards. Built to deliver consistent performance, it is a cornerstone tool for complex chemical processes, offering the precision and control necessary for successful synthesis, distillation, and extraction in demanding laboratory environments. This versatile apparatus plays a critical role across a spectrum of industries where controlled and reproducible chemical processes are paramount. Pharmaceutical manufacturers utilize it for the synthesis and purification of drug compounds, ensuring batch-to-batch consistency of active ingredients. Chemical production facilities depend on its precise temperature control for manufacturing esters, polymers, and various specialty chemicals. Furthermore, research institutions and universities employ these systems for groundbreaking organic synthesis studies and to educate the next generation of chemists. Quality assurance and control laboratories also integrate reflux setups for standardized solvent extraction and rigorous material testing protocols, making it an indispensable asset for any operation prioritizing accuracy and repeatability. The inherent business value of this reflux reaction apparatus is rooted in its proven reliability, operational efficiency, and long-term cost-effectiveness. Its robust construction and high-quality components minimize maintenance requirements and unscheduled downtime, ensuring continuous productivity in high-demand settings. The system's design prioritizes user safety and process consistency, which directly contributes to improved yield and data integrity. This combination of durability, precision, and dependable performance makes it a trusted and strategic investment for laboratories seeking to enhance their operational capabilities and uphold a reputation for quality and reliability in their research or production outputs. Key Features: - High-capacity reaction vessel with a secure flange connection for stable and large-scale operations. - Multi-neck design with standardized cone joints for flexible attachment of thermometers, stirrers, and additional inlets. - Efficient multicoil condenser designed for optimal vapor condensation and maximum solvent recovery. - Integrated mercury seal gland and anchor stirrer assembly for effective mixing and reaction homogeneity. - Durable construction using quality materials to ensure longevity and consistent performance under rigorous use. Benefits: - Ensures precise temperature control and prevents solvent loss, leading to consistent and reproducible reaction outcomes. - Versatile design supports a wide range of chemical syntheses, extractions, and purification processes. - Robust and reliable build quality reduces equipment failure, minimizing downtime and maintenance costs. - Enhances laboratory safety by containing vapors and enabling controlled reaction conditions. - Delivers excellent return on investment through durable performance and support for high-yield production.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Reflux reaction apparatus is essential for controlled chemical reactions requiring continuous boiling and condensation. It prevents solvent loss while maintaining constant temperature, making it ideal for synthesis, purification, and extended reaction processes across pharmaceutical, chemical, and research laboratories. These setups ensure consistent results and safety during prolonged operations, supporting both routine testing and complex experimental workflows. Industries rely on reflux apparatus for efficient and repeatable processes. From pharmaceutical ingredient synthesis to chemical manufacturing and academic research, these systems provide the precision needed for high-yield production and accurate experimental data. Their versatility supports various solvents and reactions, making them a fundamental tool in any lab focused on organic chemistry, material science, or quality control applications. - Pharmaceutical synthesis for active ingredient development and purification processes. - Chemical manufacturing for producing esters, polymers, and specialty compounds. - Research laboratories conducting organic synthesis and reaction mechanism studies. - Quality control labs performing solvent extraction and material testing. - Educational institutions for teaching advanced chemistry techniques and experimental methods.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Abhishek Scientific Company, Maharashtra
 Maharashtra, India
Maharashtra, India
Electronics & Electrical•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Reflux Reaction Apparatus For Lab Experiments And Chemical Synthesis
Premium reflux reaction apparatus for precise chemical synthesis and lab experiments. Quality tested and reliable for distillation and extraction processes, trusted by laboratories worldwide for durable performance and exact specifications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Abhishek Scientific Company Maharashtra, India
Maharashtra, India
Electronics & ElectricalManufacturer