undefined
Similar Products








Description
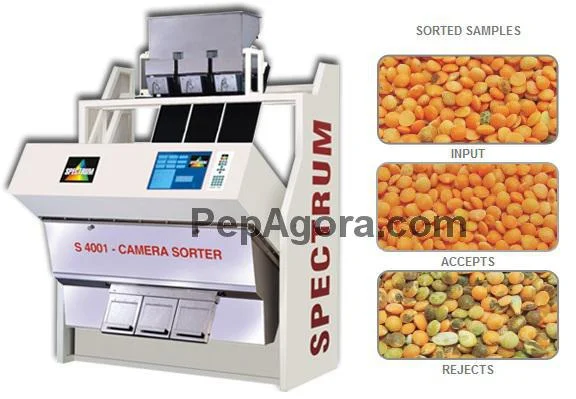
The Red Lentils Color Sorter represents advanced optical sorting technology specifically designed for precision food processing applications. Utilizing sophisticated line scan came...
The Red Lentils Color Sorter represents advanced optical sorting technology specifically designed for precision food processing applications. Utilizing sophisticated line scan camera technology that performs 6000 scans per second, this fully automatic system captures high-resolution images of each lentil, enabling detailed analysis to separate premium quality seeds from defective materials. The intelligent system compares product data against user-defined parameters and employs rapid pneumatic ejectors operating at 7 bar pressure to efficiently remove flawed items. With features including automatic cleaning systems, online calibration, and computer-controlled operations, this sorter ensures dependable and seamless performance that meets the rigorous demands of modern food processing operations. The machine operates on 230V power with 50Hz frequency and consumes 15-50 liters per second of air, making it both efficient and powerful for continuous operation. This specialized color sorting equipment serves numerous sectors within the food processing industry, particularly businesses involved in lentil production, packaging, and distribution. Importers and wholesalers who need to maintain consistent product quality for both domestic and international markets find this machine indispensable for their operations. Agricultural processing facilities, bulk food packaging companies, and retail supply chains benefit significantly from its ability to handle substantial volumes with exceptional precision. The equipment is particularly valuable for facilities requiring compliance with strict food safety standards, as it substantially reduces human error and contamination risks. Its specialized application for red lentils makes it a preferred choice for processors focused on this specific commodity, where maintaining color consistency and removing foreign materials directly impacts market value and consumer acceptance. The business value of this color sorting system lies in its proven reliability and operational efficiency, which directly contribute to enhanced profitability and competitive advantage. By minimizing product loss through ultra-fast pneumatic ejection technology and incorporating statistical tools for data storage and analysis, it enables businesses to build comprehensive databases for continuous process optimization. The user-friendly graphical interface with large TFT display requires minimal operator training, reducing both implementation costs and operational downtime. The machine's low operational costs, achieved through quality components and readily available replacement parts, ensure long-term economic benefits and sustainable operation. Supported by comprehensive service networks including online and onsite technical assistance, this sorting solution provides a trustworthy investment for businesses committed to improving their quality control processes and achieving superior market positioning through consistent product excellence. Key Features: - High-resolution line scan cameras performing 6000 scans per second for precise detection - Automatic viewing area cleaning system using wiper technology to maintain optical clarity - Ultra-fast pneumatic ejectors operating at 7 bar pressure for efficient defect removal - Fully computer-controlled operations with automatic online calibration capabilities - Graphical user interface for straightforward customization and parameter adjustment Benefits: - Exceptional sorting accuracy ensuring consistent high-quality output and reduced waste - Reduced labor requirements through fully automated operation and minimal supervision - Enhanced production efficiency with high-speed processing capability and reliability - Improved product value through consistent color uniformity and defect removal - Long-term operational savings with durable construction and accessible replacement parts
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Application | Red Lentils |
| Certification | |
| Condition | New |
| Control Systerm | Fully Automatic |
| Dimension(L*W*H) | Customized |
| Power(W) | Kilowatt,2 |
| Supply Type | OEM |
| Type | Color Sorter |
| Voltage | Volt,230 |
| Warranty | |
| Weight | Customized |
| Pressure | 7 Bar (100 PSI) |
| Frequency | 50 Hz |
| Consumption | 15-50 Ltr / Sec (32-110 cfm) |
| Capacity | 6000 Scans Per Second |
| Performance | Dependable and Seamless |
| Features | Accuracy and Perfection |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
This high-speed color sorting machine is engineered for demanding processing environments where accuracy and throughput are essential. It integrates seamlessly into existing production lines, providing reliable automated performance with minimal operator intervention. The system handles large volumes of red lentils efficiently, making it ideal for facilities processing substantial quantities daily while maintaining consistent output quality. Food processing plants, wholesale distributors, and packaging operations depend on this color sorter to maintain product integrity and meet international quality standards. Its robust construction and precise sorting capabilities adapt to various operational scales, from medium-sized facilities to large industrial setups. The machine provides a scalable solution for businesses seeking to enhance production capabilities and market competitiveness through superior quality control. - Sorting red lentils in processing plants to remove defective seeds and foreign materials - Enhancing product quality for packaging and retail by ensuring uniform color consistency - Improving yield and reducing waste in agricultural post-harvest processing operations - Meeting stringent international quality standards for export-oriented businesses - Automating sorting tasks in production facilities to increase throughput and reduce labor
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Spectrum Industries, Karnataka Karnataka, India
Karnataka, India
Food & Agriculture•ManufacturerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Western Europe
Africa
Central America
Domestic
Food Processing Red Lentils Color Sorter Fully Automatic 6000 Scans/Sec
Fully automatic red lentils color sorter delivers precision sorting at 6000 scans/second with advanced camera technology and pneumatic ejectors for food processing applications requiring flawless quality output.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Spectrum Industries
 Karnataka, India
Karnataka, India
Food & AgricultureManufacturer