₹
Apparel & Fashion
Loading subcategories...
View More

Description
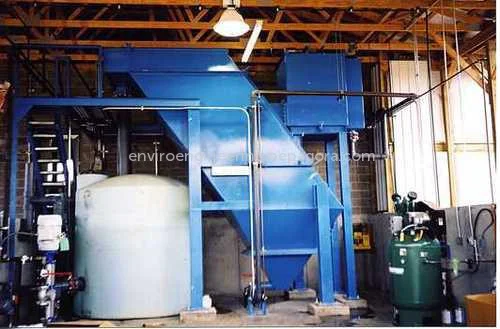
The Industrial Water Treatment Reactor Clarifier represents advanced engineering for comprehensive water purification needs. This integrated system combines flash mixing, flocculat...
The Industrial Water Treatment Reactor Clarifier represents advanced engineering for comprehensive water purification needs. This integrated system combines flash mixing, flocculation, clarification and sludge thickening in a single efficient unit. It effectively removes multiple contaminants including turbidity, color, odor, iron, manganese, organic matter while addressing hardness and alkalinity concerns. Manufactured as a standard OEM product with high tensile strength materials, it ensures dimensional accuracy and reliable performance. The energy-efficient design operates consistently across various industrial water treatment scenarios, providing dependable clarification and softening capabilities for demanding applications. This reactor clarifier serves critical roles across multiple industrial sectors requiring high-quality water treatment solutions. Municipal water treatment plants utilize it for producing clean drinking water by effectively removing contaminants and improving water clarity. Manufacturing facilities depend on the system for treating industrial wastewater and enabling process water recycling. Mining operations benefit from its robust performance in clarifying process water and managing effluent discharge. Chemical processing plants rely on its consistent operation to meet strict environmental compliance standards. Power generation facilities employ the unit for cooling water treatment and maintaining overall system efficiency, making it versatile across industries with rigorous water quality requirements. The business value of this reactor clarifier lies in its proven reliability, operational efficiency and long-term durability. Companies achieve significant cost savings through energy-efficient performance and reduced maintenance requirements. The high tensile strength construction ensures extended service life and resistance to operational stresses, minimizing downtime. Organizations benefit from consistent water quality output that meets regulatory standards and production specifications. The integrated design conserves valuable space and simplifies operational procedures compared to multiple separate treatment units. Businesses can confidently rely on its demonstrated performance for critical water treatment applications, supporting sustainable operations and environmental stewardship while maintaining operational continuity. Key Features: - Integrated design combining flash mixing, flocculation, clarification and sludge thickening - Comprehensive contaminant removal including turbidity, color, odor, iron and manganese - High tensile strength construction for enhanced durability and longevity - Energy-efficient operation minimizing power consumption and operational costs - Standard OEM design ensuring consistent performance and reliability Benefits: - Reduced operational costs through energy efficiency and minimal maintenance - Extended equipment lifespan with high tensile strength construction - Consistent water quality meeting regulatory and production standards - Space-saving integrated design simplifying installation and operation - Reliable performance supporting sustainable operations and compliance
Specifications
| Attribute | Value |
|---|---|
| Type | Reactor Clarifier |
| Supply Type | OEM |
| Quality | Best |
| Condition | New |
| Standard or Nonstandard | Standard |
| Price | Negotiable |
| Durable | More |
| Performance | Good |
| Tensile strength | High |
| Application | Industrial Applications |
| Category | Water Treatment |
| Features | Energy Efficiency, Dimensionally Accurate |
| Used for | Water Clarification and Softening |
| Remoe | Turbidity, Color, Organic Matter, Odor, Iron, Manganese, Hardness and Alkalinity |
| Operations | Flash Mixing, Flocculation, Clarification and Sludge Thickening |
| Additional Information | |
|---|---|
| SKU | 0124 |
| Country of Origin | India |
| Customisable | No |
Application
This reactor clarifier delivers comprehensive water treatment through integrated flash mixing, flocculation, clarification and sludge thickening processes. It effectively addresses multiple water quality challenges including turbidity removal, color correction, odor elimination, and reduction of iron, manganese and organic contaminants. The system maintains consistent performance across varying water conditions while ensuring dimensional accuracy in all operations. The standard OEM unit provides reliable water clarification and softening for diverse industrial requirements. Its high tensile strength construction withstands demanding operational environments while energy-efficient design minimizes power consumption. Businesses benefit from durable performance that handles hardness and alkalinity issues effectively, making it suitable for continuous water treatment applications where reliability is paramount. - Municipal water treatment facilities for drinking water production - Manufacturing plants for industrial wastewater treatment and recycling - Mining operations for process water clarification and reuse - Chemical processing facilities for effluent treatment and compliance - Power generation stations for cooling water treatment systems
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Chennai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile

Enviro Engineering, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
South Asia
Southeast Asia
SKU: 0124
Industrial Water Treatment Reactor Clarifier for Turbidity Removal
Industrial Water Treatment Reactor Clarifier removes turbidity, color, odor, iron, manganese and organic matter. Energy-efficient design with high tensile strength for reliable clarification and sludge thickening operations in industrial applications.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Enviro Engineering Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer