undefined

Similar Products







Description
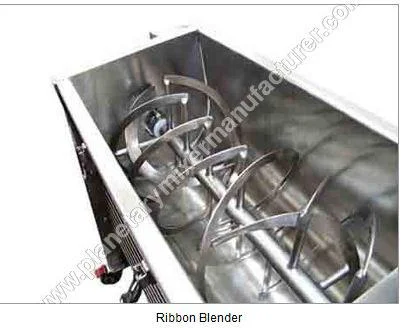
The Rapid Mixer Granulator represents industrial excellence in mixing and granulation technology. Engineered for demanding production environments, this machine combines advanced m...
The Rapid Mixer Granulator represents industrial excellence in mixing and granulation technology. Engineered for demanding production environments, this machine combines advanced mechanical design with robust construction to deliver consistent, high-quality results batch after batch. Its specially designed bowl and blade system ensures constant material flow, significantly reducing processing time while achieving short batch cycles. The granulator maintains dust-free and safe operation through its enclosed system and integrated filter mechanisms, providing reliable performance that meets stringent industry standards. With its pre-assembled components and straightforward integration, this equipment offers immediate operational readiness for businesses seeking efficient processing solutions. This versatile granulator finds extensive application in pharmaceutical manufacturing where uniform mixture consistency and precise particle size are critical for tablet and capsule efficacy. In the food processing sector, it perfectly blends ingredients such as spices, additives, and nutritional powders without forming lumps. Chemical industries depend on it for homogenizing various compounds, while cosmetics manufacturers utilize it for creating smooth, consistent products including powders and creams. The equipment's broad applicability extends to agricultural chemicals, enabling efficient granulation of fertilizers and pesticides. This wide-ranging utility makes it an invaluable asset for industries that prioritize precision, hygiene, and scalability in their manufacturing processes. Businesses achieve significant productivity gains through the granulator's quick discharge system and reduced cycle times, leading to higher output volumes and lower operational costs. Its reliability is demonstrated through durable construction and integrated safety interlocks that minimize downtime and maintenance requirements. The machine's adaptability to various product types and compliance with international quality standards ensure long-term value and return on investment. Companies choosing this granulator gain competitive advantages through improved operational efficiency, consistent product quality, and equipment durability that supports continuous production demands across diverse industrial applications. Key Features: - Specially designed bowl for constant material flow and short batch cycle time - Dual-speed main motor adaptable to different product mixing needs - Pneumatic discharge system for quick and complete material removal - Enclosed system with filter bag ensuring dust-free operation - Safety interlocks and pre-assembled components for ready operation Benefits: - Enhanced productivity through reduced processing and discharge times - Consistent product quality with uniform mixing and granulation results - Lower operational costs due to minimal maintenance requirements - Improved workplace safety with enclosed design and safety features - Long-term reliability with robust construction and durable components
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our Rapid Mixer Granulator excels in precision mixing and granulation across multiple sectors. It efficiently combines powders and liquids into homogeneous mixtures, ensuring consistent particle size and lump-free results. The enclosed system with pneumatic discharge maintains operational safety and cleanliness while meeting strict industry standards for quality and hygiene in demanding production environments. This granulator offers dual-speed mixing and adaptable bowl capacities to handle various product viscosities and batch requirements. Built with robust components for long-term reliability, it minimizes downtime and maintenance costs. Industries benefit from shorter batch cycles, enhanced productivity, and compliance with global manufacturing norms, ensuring smooth integration into existing production lines without compromising output quality. - Pharmaceutical tablet and capsule production for uniform drug distribution - Food powder blending including spices, flavorings, and nutritional supplements - Chemical industry processes for creating consistent compound mixtures - Cosmetic manufacturing of powders, creams, and lotions with even texture - Agricultural chemical granulation for fertilizers and pesticides
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Vihar Engineering, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Rapid Mixer Granulator For Uniform Mixing And Granulation
Rapid Mixer Granulator delivers uniform mixing and granulation for pharmaceutical, food, chemical, and cosmetic processing. Features dust-free operation, quick discharge, and reliable performance for industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vihar Engineering Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer