undefined

Similar Products







Description
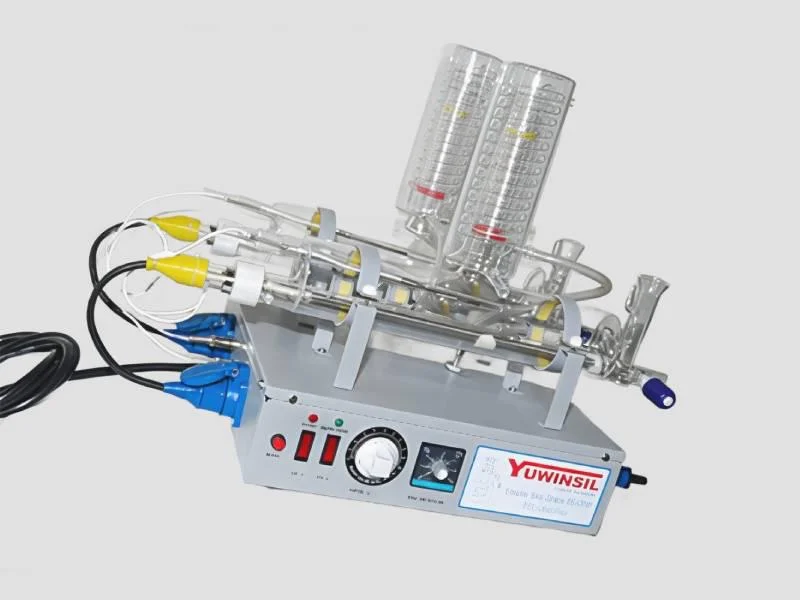
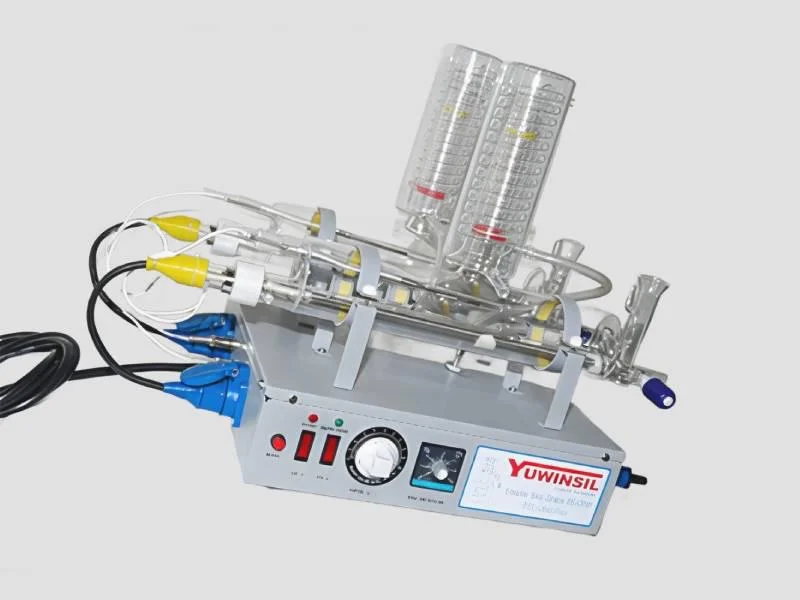
Our quartz single stage distiller with quartz condenser is engineered for businesses that demand uncompromised water purity and reliable distillation performance. Constructed entir...
Our quartz single stage distiller with quartz condenser is engineered for businesses that demand uncompromised water purity and reliable distillation performance. Constructed entirely from high-purity quartz material, this system provides exceptional thermal stability and resistance to extreme temperature fluctuations. The integrated design features a quartz boiler with built-in heating element and bottom discharge joint for efficient deposit removal and maintenance. The quartz spiral condenser is directly attached to the boiler with a receiving adapter, ensuring seamless operation and maximum efficiency. This compact, portable unit is ideal for environments where space constraints exist but performance standards cannot be compromised. The quartz construction guarantees distilled water remains completely free from metallic contaminants, making it suitable for the most sensitive applications where purity is paramount. This distiller serves multiple industries that depend on high-purity water for their core operations. In pharmaceutical manufacturing, it produces water meeting strict pharmacopeia standards for drug formulation and medical solution preparation. Research laboratories and testing facilities utilize it for preparing reagents, culture media, and analytical solutions requiring contaminant-free water. Industrial applications include electronics manufacturing where water purity directly impacts circuit board quality and chemical production processes. Healthcare facilities rely on it for sterile water needs in medical procedures and equipment maintenance. Educational institutions and food processing plants also benefit from its consistent performance, making it a versatile solution across sectors where water quality directly affects outcomes. The business value of this quartz distiller lies in its long-term durability, minimal maintenance requirements, and consistent high-purity output. Unlike metal-based distillers, quartz does not corrode or leach impurities, ensuring extended equipment lifespan and reduced replacement costs. The thermal shockproof nature allows the equipment to handle rapid temperature changes without damage, minimizing operational downtime and repair expenses. The integrated design reduces complexity while maintaining high efficiency, providing reliable performance day after day. Companies benefit from reduced operational risks, compliance with industry purity standards, and improved end-product quality. This makes it a strategic investment for businesses focused on reliability, performance, and maintaining competitive advantage through superior process quality. Key Features: - High-purity quartz boiler construction ensures contaminant-free distillation output - Integrated heating element and bottom discharge joint simplifies cleaning and maintenance - Directly attached quartz spiral condenser provides efficient vapor condensation - Thermal shockproof design withstands extreme temperature variations without damage - Compact and portable construction suitable for space-limited working environments Benefits: - Guarantees metallic contaminant-free water for sensitive applications and processes - Reduces maintenance time and effort through integrated cleaning features - Ensures consistent high-purity water output for reliable operation - Minimizes equipment damage risks from temperature fluctuations - Offers flexible installation options in various workspace configurations
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This quartz single stage distiller produces ultra-pure water without metallic leaching, making it essential for sensitive pharmaceutical manufacturing, laboratory research, and chemical processing applications. The quartz construction ensures absolute purity for critical processes where even minor contaminants can compromise results and product quality. The robust thermal shock resistant design maintains consistent performance across demanding production environments and research facilities. The distiller's reliable operation supports various industries requiring high-purity water standards, including healthcare facilities, educational institutions, food processing plants, and electronics manufacturing. The integrated bottom discharge joint simplifies maintenance while the compact design fits easily into existing workflows. This versatility makes it suitable for both routine distillation needs and specialized applications where space and purity are equally important. - Pharmaceutical manufacturing for producing purified water in drug formulation and medical solution preparation - Laboratory research facilities for preparing high-purity water for analytical testing and scientific experiments - Hospitals and healthcare centers for generating distilled water used in sterilization processes and medical equipment - Electronics manufacturing for circuit board production and precision component cleaning operations - Food and beverage processing plants for creating purified water in bottling lines and ingredient preparation
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Indian Scientific Lab Products, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
Domestic
Lab Pharmaceutical Industrial Quartz Single Stage Distiller High Purity Water
Lab pharmaceutical industrial quartz single stage distiller delivers high purity water distillation with quartz condenser. Features thermal shock resistance, easy cleaning, and reliable performance for laboratories, pharmaceutical manufacturing, and industrial applications requiring contaminant-free water.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Indian Scientific Lab Products Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer