undefined
Similar Products







Description
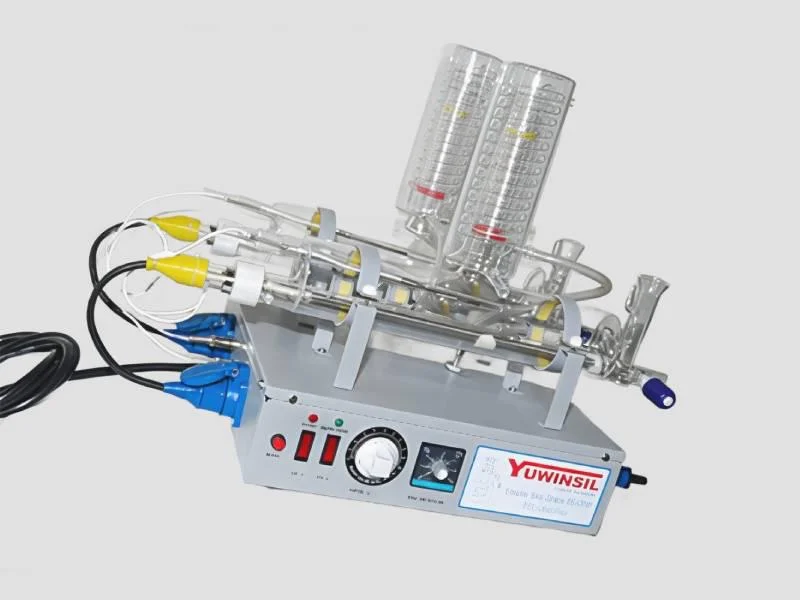
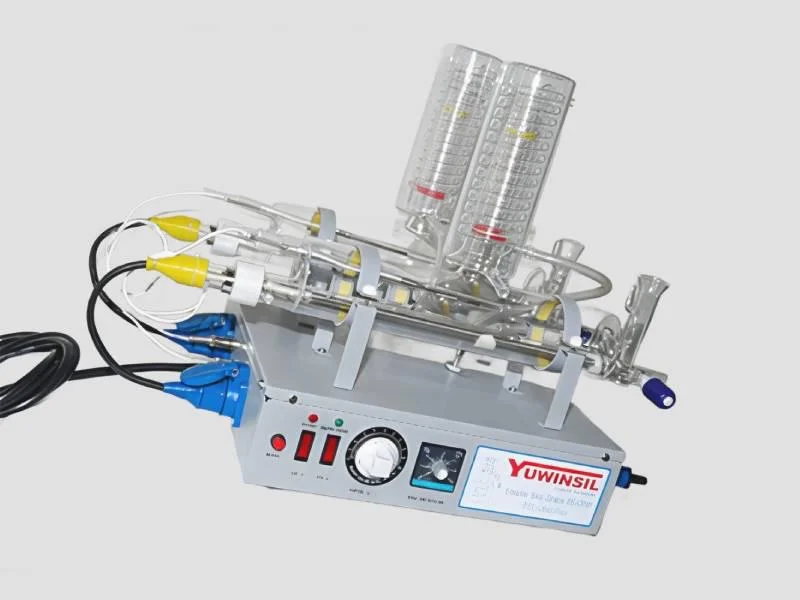
The Quartz Double Distiller Horizontal Model represents advanced water purification technology designed for demanding industrial and research applications. Constructed from high-pu...
The Quartz Double Distiller Horizontal Model represents advanced water purification technology designed for demanding industrial and research applications. Constructed from high-purity quartz glass, this double-stage distillation system delivers exceptional water purity through its horizontal configuration that maximizes efficiency and operational reliability. The quartz material provides superior thermal resistance up to 700°C and excellent chemical resistance against acids, alkalis, and various solvents, ensuring long-term durability and consistent performance. With distillation capacities ranging from 8 to 20 liters per hour depending on the specific model, this system accommodates varying production needs while maintaining the highest purity standards. The built-in safety controls for overheating and overfill protection make it a secure choice for continuous operation environments where safety and reliability are paramount considerations for business operations. This distillation system finds extensive usage across multiple industries where water purity directly impacts product quality and operational success. In pharmaceutical manufacturing, it provides the essential purified water required for drug formulations, medical injections, and cleanroom processes. Research laboratories and educational institutions rely on its consistent output for analytical instruments, experimental procedures, and scientific studies requiring contamination-free water. Chemical processing plants utilize the distiller for solvent purification and as reaction media in sensitive chemical synthesis. The electronics industry depends on its high-purity output for semiconductor manufacturing, wafer cleaning, and electronic component production where even minute contaminants can compromise product performance and yield rates. The business value of this quartz double distiller lies in its reliability, efficiency, and long-term cost-effectiveness that directly impact operational bottom lines. Its robust construction minimizes maintenance requirements and reduces downtime, while the quartz material's durability ensures extended service life even in demanding industrial environments. The double-stage distillation process delivers higher purity water compared to single-stage systems, reducing the need for additional purification steps and saving both time and resources. Customization options allow businesses to tailor the system to their specific operational requirements, ensuring optimal performance for unique applications. The built-in safety features not only protect the equipment but also safeguard against production losses due to operational failures, making it a smart investment for businesses prioritizing both quality output and operational security. Key Features: - High-purity quartz glass construction for superior thermal and chemical resistance - Double-stage horizontal distillation process for enhanced water purity - Distillation capacity ranging from 8 to 20 liters per hour based on model selection - Thermal resistance up to 700°C with chemical resistance against acids, alkalis, and solvents - Built-in safety controls for overheating and overfill protection Benefits: - Delivers consistently high-purity distilled water for critical applications and processes - Reduces operational costs through efficient distillation and minimal maintenance requirements - Ensures long-term reliability and durability in demanding industrial environments - Provides operational safety through integrated protection systems and controls - Offers customization options to meet specific business and application requirements
Specifications
| Key Attributes | |
|---|---|
| MaterialModel TypeDistillation CapacityThermal ResistanceChemical ResistanceSafety Features | , , , |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
The Quartz Double Distiller Horizontal Model serves critical applications where water purity is non-negotiable. Its two-stage distillation process and quartz construction make it ideal for environments demanding chemical resistance and thermal stability. The horizontal design ensures efficient operation while maintaining consistent output quality across various industrial and research settings. This distiller meets the rigorous standards of modern laboratories and manufacturing facilities where contamination-free water is essential for accurate results and product quality. The built-in safety features provide operational security, making it suitable for continuous use in demanding environments where reliability cannot be compromised. Industries ranging from pharmaceuticals to electronics manufacturing benefit from its consistent performance and durable construction that withstands challenging operational conditions. Real-world applications: Real-world applications: - Pharmaceutical manufacturing for producing purified water for injections and formulations - Research laboratories requiring ultra-pure water for analytical instruments and experiments - Chemical processing plants for solvent purification and reaction medium preparation - Electronics manufacturing for wafer cleaning and component production processes - Healthcare facilities and diagnostic centers for medical equipment and testing procedures
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Indian Scientific Lab Products, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
Domestic
Laboratory Quartz Double Distiller Horizontal Model For High Purity Water
Quartz Double Distiller Horizontal Model delivers high-purity distilled water through efficient two-stage distillation. Made from premium quartz glass, it offers exceptional thermal and chemical resistance for laboratories, pharmaceutical production, and industrial applications requiring reliable water purification.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Indian Scientific Lab Products Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer