undefined
Similar Products







Description
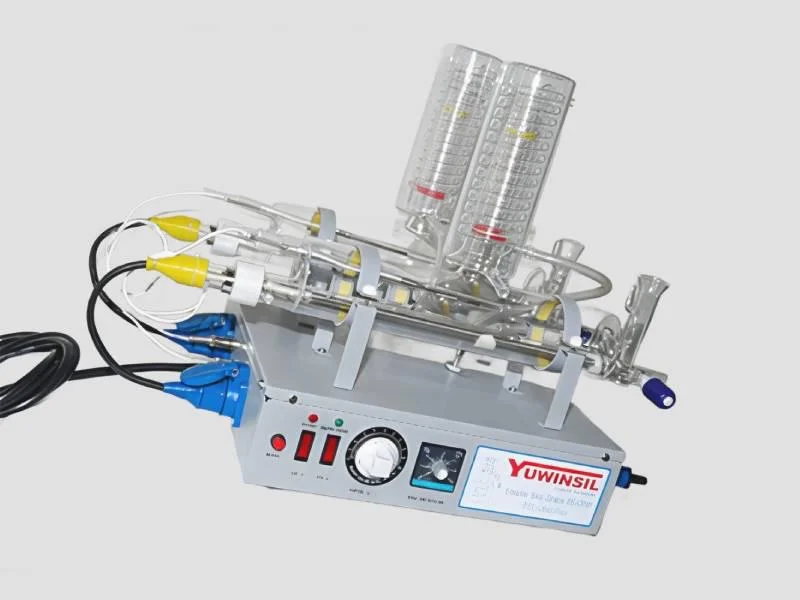
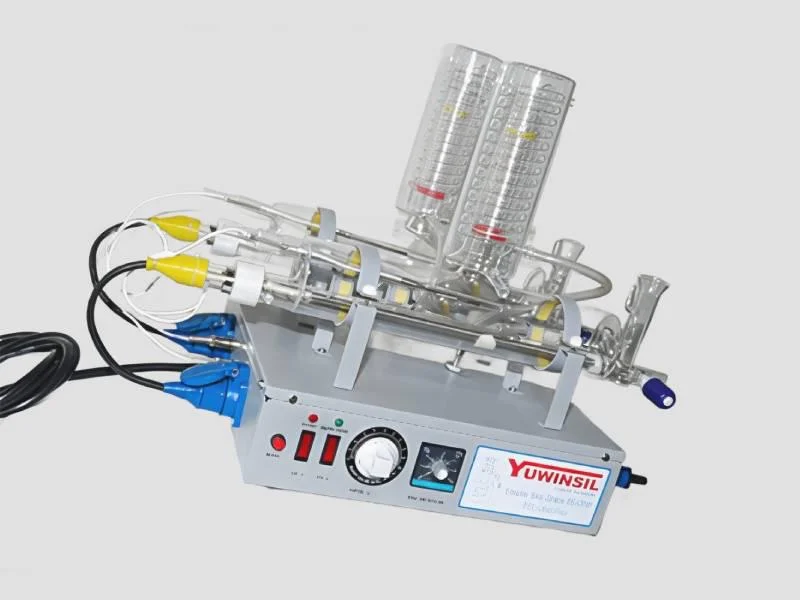
The Quartz Double Distiller Horizontal Model 1 PH represents precision engineering in laboratory water purification systems. Constructed from high-purity quartz glass, this horizon...
The Quartz Double Distiller Horizontal Model 1 PH represents precision engineering in laboratory water purification systems. Constructed from high-purity quartz glass, this horizontal double distillation unit delivers exceptional performance with a capacity of 1 liter per hour. The innovative horizontal design ensures efficient vapor flow and condensation, while the quartz heating element provides consistent thermal distribution up to 700°C. This distiller excels in removing impurities, ions, and contaminants, producing water that meets the strictest purity standards for sensitive laboratory applications. Its chemical-resistant properties and autoclavable design ensure long-term reliability and easy maintenance, making it a valuable investment for any professional laboratory setting. This distillation system finds extensive application across multiple industries where water purity is critical. In pharmaceutical manufacturing, it produces water for injection and solvent purification. Research laboratories rely on it for analytical techniques including chromatography and spectroscopy. Industrial quality control departments use it for calibration standards and testing procedures. Educational institutions incorporate it into chemistry curricula for demonstration purposes. Biotechnology companies utilize it for molecular biology applications and cell culture preparation. The distiller's versatility across these sectors demonstrates its fundamental role in maintaining quality standards and ensuring accurate experimental results. The business value of this quartz distiller lies in its exceptional reliability and cost-effectiveness over time. Unlike conventional glass distillers, the quartz construction offers superior thermal shock resistance and longevity, reducing replacement costs and downtime. The double distillation process ensures consistent high-purity output, minimizing the risk of experimental contamination. Customization options allow businesses to tailor the unit to specific operational requirements. These differentiators, combined with low maintenance needs and energy-efficient operation, provide laboratories with a dependable solution that enhances research accuracy while optimizing long-term operational costs and productivity. Key Features: - High-purity quartz glass construction for superior chemical resistance - Horizontal double distillation design for efficient impurity removal - Quartz heating element with consistent performance up to 700°C - 1 liter per hour capacity suitable for various laboratory scales - Autoclavable components ensuring sterility and easy maintenance Benefits: - Produces contaminant-free water for sensitive analytical procedures - Exceptional thermal resistance prevents system failure under high temperatures - Reduced maintenance requirements and long operational lifespan - Energy-efficient operation lowers electricity consumption costs - Versatile application across pharmaceutical, research, and industrial sectors
Specifications
| Key Attributes | |
|---|---|
| MaterialDesignCapacityHeating MethodChemical ResistanceThermal ResistanceAutoclavable | , |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
The Quartz Double Distiller Horizontal Model 1 PH is engineered for critical applications where ultra-pure water is non-negotiable. Its robust quartz glass construction and double distillation process make it indispensable for industries that cannot compromise on water quality, ensuring reliable performance in demanding environments. This distiller serves diverse sectors including pharmaceuticals, biotechnology, chemical research, and educational institutions. Its versatility and consistent output make it suitable for both routine laboratory procedures and specialized research applications requiring the highest standards of water purity and safety. Real-world applications: Real-world applications: - Pharmaceutical manufacturing for preparing injection-grade water and solvent purification - Research laboratories conducting sensitive analytical procedures like HPLC and spectroscopy - Industrial quality control labs requiring ultra-pure water for testing and calibration - Educational institutions for chemistry demonstrations and student laboratory experiments - Biotechnology companies for cell culture media preparation and molecular biology applications
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Indian Scientific Lab Products, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
Domestic
Laboratory Quartz Double Distiller Horizontal Model 1 PH Ultra Pure Water
The Quartz Double Distiller Horizontal Model 1 PH delivers high-purity water for laboratories using durable quartz glass and efficient double distillation. Ideal for pharmaceutical, research, and industrial applications requiring contaminant-free water with excellent chemical resistance.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Indian Scientific Lab Products Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer