undefined

Similar Products






Description
Our premium pump rings represent the gold standard in fluid handling components, engineered for demanding industrial applications. Manufactured from superior quality materials unde...
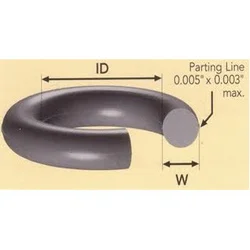
Our premium pump rings represent the gold standard in fluid handling components, engineered for demanding industrial applications. Manufactured from superior quality materials under strict quality control protocols, these rings deliver exceptional performance in both wearing ring and lantern ring configurations. The wearing rings provide crucial protection between pump impellers and casings, maintaining optimal clearances that maximize pump efficiency and minimize energy consumption. Meanwhile, our lantern rings ensure proper seal flushing in challenging environments, preventing premature seal failure and reducing maintenance downtime. Each component undergoes rigorous testing to verify dimensional accuracy, material integrity, and performance characteristics before reaching our customers. These pump rings find extensive application across multiple industrial sectors where reliable fluid handling is critical. In the chemical processing industry, they withstand aggressive media and corrosive environments while maintaining pump efficiency. Water treatment facilities utilize them in centrifugal pumps for municipal water supply and wastewater management systems. The oil and gas sector depends on their reliability for pipeline transfer, refinery operations, and offshore drilling applications. Manufacturing plants incorporate them into cooling systems, hydraulic circuits, and process fluid handling equipment. Additionally, they serve vital roles in agricultural irrigation, food processing, pharmaceutical production, and HVAC systems across commercial and industrial facilities worldwide. Businesses choose our pump rings for their proven reliability, extended service life, and significant operational cost savings. The superior corrosion resistance and mechanical strength translate to reduced maintenance frequency and lower total cost of ownership. Customization options ensure perfect compatibility with existing equipment, while consistent quality guarantees predictable performance across all applications. Our manufacturing expertise and quality assurance processes provide peace of mind for procurement managers and maintenance engineers who cannot afford unexpected downtime. The rings' precision engineering contributes to energy efficiency improvements through maintained pump clearances, directly impacting operational expenses and sustainability metrics for forward-thinking organizations. Key Features: - Manufactured from premium corrosion-resistant materials for extended service life - Precision engineering ensures exact dimensional accuracy and optimal clearances - Available as both wearing rings and lantern rings for comprehensive pump protection - Customizable specifications to match specific equipment requirements and applications - Rigorous quality testing for material integrity and performance verification Benefits: - Significant reduction in maintenance costs and unexpected downtime - Enhanced pump efficiency leading to lower energy consumption - Extended equipment lifespan through superior wear protection - Reliable performance in demanding industrial environments - Custom solutions available for specialized applications and requirements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Pump rings serve as critical components in fluid handling systems across multiple industries. These precision-engineered parts maintain pump efficiency by reducing internal recirculation and minimizing wear between rotating and stationary components. Available as both wearing rings and lantern rings, they ensure optimal clearance control and extended equipment lifespan in demanding operational environments. Industrial facilities rely on pump rings for maintaining system integrity in chemical processing, water treatment, and manufacturing applications. The wearing rings protect pump casings and impellers from direct metal-to-metal contact, while lantern rings facilitate seal flushing in challenging conditions. Proper ring selection directly impacts energy efficiency, maintenance costs, and overall system reliability for businesses worldwide. Real-world applications: Real-world applications: - Centrifugal pumps in water treatment plants for municipal water supply systems - Chemical processing equipment handling corrosive fluids and aggressive media - Oil and gas industry applications including pipeline transfer and refinery operations - HVAC systems in commercial buildings and industrial facilities for fluid circulation - Agricultural irrigation systems and food processing equipment requiring reliable pumping
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Parshwa Traders, Maharashtra Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Premium Pump Rings For Industrial Applications Durable & Corrosion Resistant
Premium pump rings for industrial applications including wearing rings and lantern rings. Manufactured from superior quality materials for corrosion resistance and durability. Trusted by global B2B buyers for reliability and performance.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Parshwa Traders
 Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer