undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our industrial PTFE tubing is engineered using advanced manufacturing processes with high-quality PTFE granular resin, ensuring consistent dimensional stability and optimal perform...
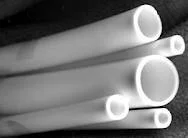
Our industrial PTFE tubing is engineered using advanced manufacturing processes with high-quality PTFE granular resin, ensuring consistent dimensional stability and optimal performance. This production method creates tubing with smooth bore surfaces that maximize flow efficiency while maintaining structural integrity under pressure. The material's inherent properties make it exceptionally chemically resistant, capable of handling virtually all industrial chemicals, solvents, and aggressive fluids without degradation, contamination, or performance loss over extended service life. This reliability makes it the preferred choice for critical fluid transfer applications where failure is not an option. PTFE tubing finds essential applications across multiple industries where reliability under extreme conditions is non-negotiable. Chemical processing plants utilize it for safe transfer of corrosive acids and solvents while maintaining system integrity. Pharmaceutical and food manufacturers rely on its purity for contamination-free fluid handling in production lines. Semiconductor fabrication facilities specify PTFE for its dielectric properties in sensitive equipment, while automotive and aerospace sectors depend on its temperature resistance for hydraulic, fuel, and pneumatic systems. Electrical industries consistently choose PTFE for high-voltage insulation applications requiring superior dielectric strength and thermal stability across various operating conditions. Businesses select our PTFE tubing for its proven reliability and exceptional long-term value. The material's outstanding durability translates to significantly reduced maintenance costs, fewer system failures, and extended service life, providing superior return on investment through minimized downtime. Our tubing meets rigorous international quality standards, giving procurement professionals and engineers confidence in supply chain consistency, performance predictability, and operational safety for critical industrial processes. The combination of chemical resistance, electrical insulation properties, and temperature tolerance ensures reliable performance in the most demanding applications, making it a trusted solution for industrial fluid transfer needs. Key Features: - Superior chemical resistance to virtually all industrial chemicals and solvents - Excellent electrical insulation properties with high dielectric strength - Extreme temperature tolerance from -200°C to +260°C - Smooth bore surface for maximum flow efficiency and minimal contamination risk - Consistent dimensional stability and structural integrity under pressure Benefits: - Reduced maintenance costs and extended service life in harsh environments - Reliable performance with minimal risk of system failures or downtime - Safe handling of aggressive chemicals without degradation or contamination - Superior electrical insulation for high-voltage applications - Optimal flow efficiency with smooth interior surfaces
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
PTFE tubing serves critical roles in industries where chemical inertness and electrical insulation are paramount. It reliably handles aggressive chemicals, extreme temperatures from -200°C to +260°C, and demanding electrical applications while maintaining consistent performance in fluid transfer systems. Engineers and procurement professionals specify this tubing for pharmaceutical manufacturing, chemical processing, food production, semiconductor fabrication, and automotive applications due to its proven reliability and durability in harsh operating conditions. This versatile tubing solution is preferred by OEMs and maintenance teams for both new installations and replacement applications requiring trusted performance. The material's inherent properties ensure long-term reliability in challenging environments, reducing downtime and maintenance costs while providing consistent fluid transfer without contamination risks across various industrial processes. Its smooth bore surface maximizes flow efficiency while maintaining structural integrity under pressure. - Chemical transfer lines for acids and solvents in processing plants - High-voltage electrical insulation for wiring and components - Laboratory equipment and analytical instrument fluid paths - Food grade and pharmaceutical fluid handling systems - Automotive and aerospace hydraulic and fuel line applications
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bihar Mica House, New Delhi
 New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial PTFE Tubing Chemical Resistance Electrical Insulation Fluid Transfer
Industrial PTFE tubing provides superior chemical resistance and excellent electrical insulation for demanding fluid transfer applications. This reliable tubing handles extreme temperatures and aggressive chemicals while ensuring consistent performance across various industrial processes.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bihar Mica House New Delhi, India
New Delhi, India
Industrial Equipment & MachineryDistributor / Wholesaler


