undefined
Similar Products




Description
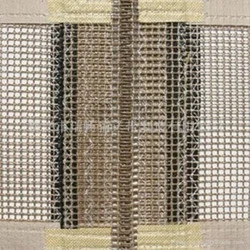
Our Industrial PTFE Mesh Conveyor Belts represent advanced conveying solutions engineered for light to medium industrial applications requiring superior heat resistance and non-sti...
Our Industrial PTFE Mesh Conveyor Belts represent advanced conveying solutions engineered for light to medium industrial applications requiring superior heat resistance and non-stick performance. Constructed from premium polytetrafluoroethylene materials, these belts deliver exceptional thermal stability and chemical resistance while maintaining structural integrity during continuous operation. The open mesh design provides optimal air circulation and efficient liquid drainage, making them suitable for various processing environments. Each belt undergoes stringent quality control measures to ensure consistent performance and durability that meets industrial standards for reliability and long-term operation. These conveyor belts serve critical functions across multiple industrial sectors including food processing, packaging, textile manufacturing, printing, and industrial baking operations. In food processing environments, they handle baking, freezing, and cooling applications where hygiene standards and non-stick properties are essential. The packaging industry utilizes them for shrink wrapping and labeling conveyor systems, while textile manufacturers rely on them for fabric drying processes that require consistent heat distribution. Printing applications benefit from their UV curing capabilities, and industrial baking operations use them extensively for snack food production lines where temperature consistency is crucial. The business value of our PTFE mesh conveyor belts lies in their proven reliability and reduced maintenance requirements, directly contributing to enhanced operational efficiency and cost-effectiveness. These belts offer superior non-stick properties that minimize product adhesion and cleaning downtime, while their high heat resistance ensures consistent performance in demanding thermal environments. Their durable construction translates to extended service life and reduced replacement costs, providing excellent return on investment. The reliable performance under continuous operation conditions makes them an ideal choice for companies seeking to optimize their production processes with high-performance conveying components that deliver consistent results. Key Features: - High-temperature resistance suitable for continuous operation - Non-stick PTFE surface prevents product adhesion - Open mesh design for optimal air circulation - Chemical resistance to various industrial substances - Durable construction for long-term reliability Benefits: - Reduced maintenance requirements and cleaning downtime - Consistent performance in high-temperature environments - Enhanced operational efficiency and productivity - Long service life with minimal replacement needs - Reliable operation across various industrial applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
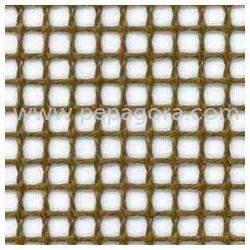
PTFE mesh conveyor belts deliver exceptional performance in environments demanding high-temperature resistance and non-stick properties. Their open mesh construction facilitates superior air flow and liquid drainage, making them ideal for both processing and drying applications across various industrial sectors. These belts maintain consistent operation under thermal stress while ensuring smooth product transfer without sticking or buildup issues. Manufacturing and processing industries benefit significantly from these conveyor belts' durability and chemical resistance. The non-stick surface simplifies cleaning procedures and reduces maintenance requirements, while the heat-resistant properties ensure reliable performance in demanding production settings. Their versatility makes them suitable for continuous operation in environments where hygiene and consistent performance are critical for operational success. - Food processing lines for baking, freezing, and cooling operations - Packaging industry for shrink wrapping and labeling systems - Textile manufacturing for fabric drying and heat setting processes - Printing applications for UV curing and drying conveyor systems - Industrial baking for cookie, cracker, and snack production lines
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Arushi Engineers, Andhra Pradesh
 Andhra Pradesh, India
Andhra Pradesh, India
Construction•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial PTFE Mesh Conveyor Belts High Heat Resistance Non Stick
Industrial PTFE mesh conveyor belts offer high heat resistance and non-stick performance for food processing, packaging, textiles, and printing applications. These reliable belts ensure smooth operation in light to medium industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Arushi Engineers Andhra Pradesh, India
Andhra Pradesh, India
ConstructionManufacturer
