undefined

Similar Products








Description
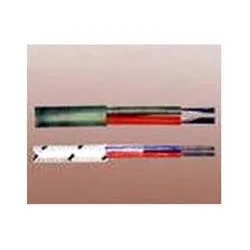
Premium PTFE insulated multicore cables represent a specialized wiring solution designed for the most challenging operational environments. Featuring polytetrafluoroethylene (PTFE)...
Premium PTFE insulated multicore cables represent a specialized wiring solution designed for the most challenging operational environments. Featuring polytetrafluoroethylene (PTFE) insulation, these cables offer exceptional thermal stability, reliably performing in temperatures ranging from -70°C to +260°C where conventional insulation would degrade. The construction ensures superior chemical resistance against oils, solvents, and corrosive substances, while providing excellent dielectric strength for secure electrical insulation. Engineered with multiple conductors within a single cable, this design optimizes space utilization and simplifies installation in complex systems, delivering consistent signal integrity and robust physical durability for long-term, reliable performance. These cables serve as critical components across high-stakes industries. In railway networks, they are integral to signaling, train control, and communication systems, ensuring safety and operational continuity under constant vibration and environmental exposure. The defense sector utilizes them in communication equipment, radar systems, and military vehicle electronics where reliability in harsh, unpredictable conditions is paramount. Aerospace and satellite applications depend on these cables for avionics, spacecraft wiring, and launch systems, where failure is not an option. Furthermore, they are essential in industrial automation for controls in high-temperature manufacturing processes and in advanced medical equipment for diagnostic and imaging devices that require flawless signal transmission. Investing in these cables delivers significant business value through enhanced operational reliability and reduced lifecycle costs. Their exceptional durability and resistance to extreme conditions translate to longer service intervals, fewer failures, and lower maintenance expenses, providing a strong return on investment for critical infrastructure projects. The inherent reliability minimizes downtime and operational risks, ensuring continuous performance in applications where interruptions carry high costs. Built to meet rigorous domestic and international quality standards, these cables offer peace of mind through proven performance metrics and consistent manufacturing quality, making them a trustworthy choice for engineers and procurement specialists who cannot compromise on component performance. Key Features: - PTFE insulation rated for extreme temperature operation from -70°C to +260°C. - Multi-core design for efficient space utilization and organized wiring in complex systems. - Superior resistance to chemicals, oils, solvents, and corrosive substances. - High dielectric strength and excellent electrical insulation properties. - Robust construction ensuring durability and performance in high-vibration environments. Benefits: - Ensures reliable signal transmission and operational safety in the most demanding conditions. - Reduces maintenance costs and downtime through exceptional durability and long service life. - Provides consistent performance backed by adherence to stringent international quality standards. - Offers versatility for critical applications across railways, defense, aerospace, and industrial sectors. - Delivers peace of mind and a strong return on investment for mission-critical infrastructure projects.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
PTFE insulated multicore cables are engineered for environments where failure is not an option. Their exceptional thermal stability and chemical resistance ensure reliable signal transmission and operational safety in the most demanding conditions, from high-vibration railway networks to the vacuum of space. These characteristics make them indispensable for critical infrastructure and advanced technological systems. Industries rely on these cables for their consistent performance across diverse and harsh operational scenarios. The multi-core design allows for efficient organization and space utilization in complex wiring harnesses, while maintaining excellent dielectric strength. This versatility supports mission-critical applications across sectors that require uncompromising reliability and adherence to stringent international standards. - Railway signaling, control, and communication systems for safe and efficient train operations. - Military and defense equipment including radar, communication networks, and vehicle electronics in harsh field conditions. - Satellite systems, spacecraft wiring, and aerospace avionics requiring reliable data transmission in extreme environments. - Industrial automation controls and machinery operating in high-temperature manufacturing plants. - Medical diagnostic and imaging equipment where precision signal integrity is critical for accurate results.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Parag ( Ptfe) Wire & Cable Industries, Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
Electronics & Electrical•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium PTFE Insulated Multicore Cables For Railways Defense Aerospace
Premium PTFE insulated multicore cables deliver unmatched reliability in extreme conditions for railways, defense, and aerospace applications, ensuring superior performance and durability.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Parag ( Ptfe) Wire & Cable Industries Uttar Pradesh, India
Uttar Pradesh, India
Electronics & ElectricalManufacturer