undefined

Similar Products








Description
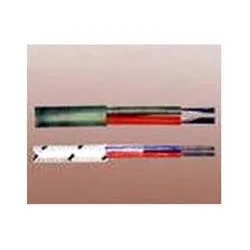
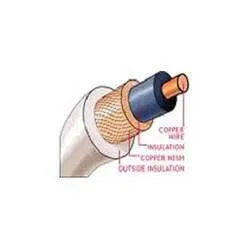
Our Industrial PTFE Insulated Harness Cables represent advanced wire technology engineered to perform reliably in the most demanding industrial environments. These cables feature e...
Our Industrial PTFE Insulated Harness Cables represent advanced wire technology engineered to perform reliably in the most demanding industrial environments. These cables feature exceptional temperature resistance, operating consistently from -65°C to +250°C, making them suitable for both extreme cold and intense heat applications. Manufactured using premium raw materials, they offer outstanding chemical stability and environmental resistance, ensuring long-term performance without degradation. Every cable is produced to meet stringent quality standards, guaranteeing consistent reliability for critical applications where component failure is not an option. The robust construction provides excellent electrical insulation properties while maintaining flexibility for easy installation in complex harness configurations. These high-performance cables serve vital roles across multiple industries that require uncompromising reliability and durability. In the military and defense sector, they provide secure and stable connections for communication systems, radar equipment, and vehicle electronics operating in extreme conditions. The aerospace industry relies on them for cockpit instrumentation, navigation systems, and avionics where temperature fluctuations are extreme and performance cannot be compromised. Telecommunications companies utilize these cables for base station equipment and signal transmission infrastructure that must withstand environmental challenges. Industrial automation systems in manufacturing plants benefit from their durability in high-temperature processes, while medical equipment manufacturers value their stability in sterile environments requiring consistent performance. The business value of our PTFE insulated harness cables lies in their unmatched reliability and long-term operational efficiency. By investing in these premium cables, businesses significantly reduce maintenance costs, minimize system downtime, and avoid the substantial expenses associated with equipment failures. Their consistent performance across diverse operating conditions ensures operational continuity and protects valuable equipment investments. These cables provide peace of mind for engineers and procurement managers who need components that deliver consistent performance under pressure, making them a strategic investment for operations focused on quality, reliability, and long-term value. The reduced need for frequent replacements and maintenance translates to lower total cost of ownership and enhanced operational efficiency. Key Features: - Extreme temperature resistance from -65°C to +250°C - Superior chemical and environmental stability for harsh conditions - Manufactured with premium quality raw materials for enhanced durability - Excellent electrical insulation properties and signal integrity - Robust construction ensuring long-term reliability and performance Benefits: - Reliable operation in extreme temperature environments from -65°C to +250°C - Reduced maintenance costs and minimized system downtime - Long-term performance stability in chemically challenging environments - Enhanced signal integrity and electrical performance consistency - Lower total cost of ownership through extended service life
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
PTFE insulated harness cables deliver exceptional performance in extreme temperature environments ranging from -65°C to +250°C. Their superior thermal stability and chemical resistance make them essential for industries where reliability cannot be compromised, including aerospace, military, telecommunications, and industrial automation. These cables maintain consistent electrical performance even under the most demanding operating conditions, ensuring uninterrupted operations and signal integrity. Engineered for precision signal transmission and long-term durability, these cables excel in RF systems, military equipment, telecommunications infrastructure, and high-performance industrial machinery. Their ability to perform reliably in both extreme cold and intense heat makes them versatile for global operations across various sectors and environmental conditions. The robust construction ensures protection against chemical exposure, moisture, and mechanical stress. - Military and defense equipment requiring reliable signal transmission in extreme environments - Aerospace and aviation systems for cockpit instrumentation and navigation equipment - Telecommunications infrastructure including base stations and signal transmission lines - Industrial automation systems in manufacturing plants with high-temperature processes - Medical equipment where sterile conditions and temperature resistance are critical
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Parag ( Ptfe) Wire & Cable Industries, Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
Electronics & Electrical•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial PTFE Insulated Harness Cables 65C To +250C
Industrial PTFE insulated harness cables withstand extreme temperatures from -65°C to +250°C. These premium cables offer superior chemical resistance and environmental stability for demanding industrial applications requiring reliable performance in harsh conditions.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Parag ( Ptfe) Wire & Cable Industries Uttar Pradesh, India
Uttar Pradesh, India
Electronics & ElectricalManufacturer