undefined

Similar Products








Description
Military Telecom PTFE Coaxial Cables represent the pinnacle of high-performance signal transmission technology engineered for extreme environmental conditions. These premium cables...
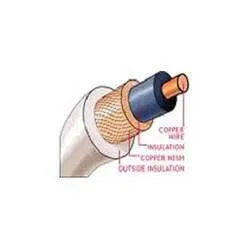
Military Telecom PTFE Coaxial Cables represent the pinnacle of high-performance signal transmission technology engineered for extreme environmental conditions. These premium cables feature advanced polytetrafluoroethylene insulation that delivers exceptional chemical resistance and environmental stability, operating reliably across an impressive temperature spectrum from -65°C to +250°C. Manufactured to stringent JSS-51100/MII-C17 standards using premium materials, these cables ensure consistent signal integrity with minimal loss and stable impedance characteristics. Their robust construction makes them the preferred choice for professionals who demand uncompromising performance and reliability in critical signal transmission applications. These coaxial cables serve vital roles across multiple high-stakes industries including military defense systems, telecommunications infrastructure, aerospace technology, and medical equipment manufacturing. In military applications, they provide secure communication links and radar operations in extreme environmental conditions. Telecommunications providers deploy them in base stations and network infrastructure where signal integrity is non-negotiable. The aerospace industry relies on these cables for avionics and control systems that must withstand rapid temperature changes, while medical equipment manufacturers utilize them in diagnostic imaging machines where electromagnetic interference must be completely eliminated. Industrial automation sectors also benefit from their exceptional durability in harsh manufacturing environments. The inherent value of PTFE insulated coaxial cables lies in their unparalleled reliability and reduced total cost of ownership through extended service life. These cables deliver exceptional longevity and consistent performance, significantly minimizing operational downtime and maintenance expenses in critical applications. Their robust construction ensures compliance with international quality standards while providing enhanced system reliability, reduced signal interference, and improved operational efficiency. Companies investing in these cables benefit from superior performance that translates to long-term operational savings and peace of mind in demanding applications where failure is not an option. Key Features: - Extreme temperature operation from -65°C to +250°C for harsh environment performance - Superior chemical resistance and environmental stability for long-term reliability - Manufactured to JSS-51100/MII-C17 standards ensuring consistent quality - Premium PTFE insulation providing excellent dielectric properties - Low signal loss and stable impedance characteristics for clear transmission Benefits: - Uninterrupted performance in extreme temperature conditions from -65°C to +250°C - Extended service life with minimal maintenance requirements reducing total cost - Consistent signal integrity in chemically challenging environments - Reliable operation in high-voltage applications with superior dielectric properties - Enhanced system reliability and reduced operational downtime in critical applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
PTFE insulated coaxial cables provide critical signal transmission capabilities in the most demanding operational environments. Their exceptional temperature tolerance from -65°C to +250°C ensures reliable performance where conventional cables would fail, making them essential for military, aerospace, and telecommunications infrastructure that requires uninterrupted operation under extreme thermal conditions and environmental stressors. Industrial automation systems and medical diagnostic equipment manufacturers depend on these cables for their superior dielectric properties and chemical resistance. The PTFE insulation maintains signal integrity while resisting moisture, chemicals, and environmental degradation, ensuring consistent performance in high-voltage applications and harsh operating conditions where signal reliability cannot be compromised. - Military radar systems and secure communication networks operating in extreme weather conditions - Aerospace avionics and flight control systems experiencing rapid temperature fluctuations - Telecommunications infrastructure for 5G networks and base station installations - Medical imaging equipment including MRI and CT scanners requiring interference-free operation - Industrial automation systems in manufacturing plants with high-temperature environments
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Parag ( Ptfe) Wire & Cable Industries, Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
Electronics & Electrical•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Military Telecom PTFE Coaxial Cables Extreme Temperature 65C to +250C
Military Telecom PTFE Coaxial Cables operate reliably from -65°C to +250°C, offering superior signal transmission with excellent chemical resistance for demanding defense and communication applications in extreme environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Parag ( Ptfe) Wire & Cable Industries Uttar Pradesh, India
Uttar Pradesh, India
Electronics & ElectricalManufacturer