undefined
Similar Products








Description
Proximity sensors are advanced electronic devices designed to detect the presence, absence, or position of nearby objects without any physical contact. Utilizing technologies like ...
Proximity sensors are advanced electronic devices designed to detect the presence, absence, or position of nearby objects without any physical contact. Utilizing technologies like inductive, capacitive, ultrasonic, and optical sensing, these sensors reliably identify metallic and non-metallic targets across various environments. They are engineered for durability and precision, offering fast response times and seamless integration with control systems. This makes them a cornerstone of modern automation, providing accurate data for machinery operation, safety protocols, and efficiency enhancements. With options for customization, businesses can tailor sensors to specific operational needs, ensuring optimal performance in applications ranging from factory floors to consumer products. Industries such as manufacturing, automotive, packaging, and consumer electronics heavily rely on proximity sensors to streamline operations and boost productivity. In manufacturing, they monitor assembly lines, detect components on conveyors, and ensure proper positioning in robotic applications. The automotive sector uses them for parking aids, brake activation, and engine management systems. Packaging facilities employ sensors for counting, sorting, and quality control, while consumer electronics integrate them for touchless interfaces and power-saving features. Their versatility and reliability make them indispensable in sectors where accuracy, safety, and automation are critical to business success. Investing in high-quality proximity sensors delivers significant business value by reducing downtime, enhancing safety, and lowering maintenance costs. Their contactless operation minimizes wear and tear, extending product lifespan and ensuring consistent performance in demanding conditions. Businesses benefit from improved operational efficiency through automated processes that reduce manual intervention and errors. With a reputation for reliability and the ability to customize features like sensing range and output signals, these sensors provide a competitive edge by supporting smoother, safer, and more cost-effective operations across diverse industrial and commercial settings. Key Features: - Non-contact detection for metallic and non-metallic objects using inductive, capacitive, ultrasonic, or optical technologies. - Fast response times enabling real-time automation and control in high-speed applications. - Robust construction designed to withstand harsh industrial environments, including dust, moisture, and temperature variations. - Customizable sensing ranges, output signals, and housing materials to meet specific operational requirements. - Easy integration with PLCs, controllers, and automation systems via standard voltage outputs and mounting options. Benefits: - Enhances workplace safety by preventing collisions and enabling emergency shutdowns in machinery operations. - Boosts productivity through automated object detection, reducing manual labor and minimizing production errors. - Lowers maintenance costs with contactless operation that eliminates mechanical wear and extends sensor lifespan. - Improves process accuracy with reliable positioning and presence sensing for consistent quality control. - Supports energy efficiency and user convenience in consumer and commercial applications with touchless activation.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Proximity sensors are essential in industrial automation, enabling non-contact detection of objects on assembly lines, conveyors, and robotic systems. They enhance operational safety by triggering machine shutdowns or alarms when personnel approach hazardous zones, reducing workplace accidents and improving compliance with safety standards. These sensors also support precise positioning in manufacturing processes, ensuring consistent product quality and minimizing errors in high-speed production environments. In commercial and consumer settings, proximity sensors add convenience and efficiency to everyday applications. They are used in automotive parking assistance systems, touchless faucets, automatic doors, and smart home devices. Their ability to function reliably in diverse conditions—from harsh industrial floors to clean retail spaces—makes them a versatile choice for businesses seeking to modernize operations and enhance user experiences through automation and responsive control systems. Real-world applications: Real-world applications: - Object detection on conveyor belts in packaging and material handling industries. - Position sensing for robotic arms in automotive assembly and electronics manufacturing. - Safety interlocks on machinery doors and guards to prevent operator injuries. - Parking assistance and collision avoidance systems in vehicles and logistics equipment. - Touchless control in consumer electronics, such as automatic hand dryers and smart displays.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Advancve Power Controls, Gujarat Gujarat, India
Gujarat, India
Electronics & Electrical•ManufacturerRetailer
Factory Details
Factory SizeBelow 1000 sqm
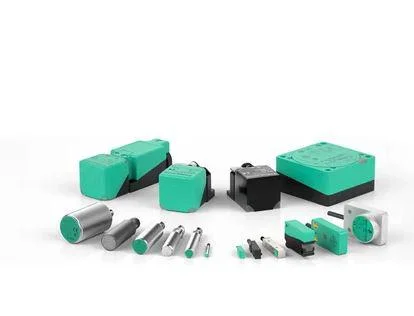
Industrial Automation Proximity Sensors For Safety And Efficiency
High-quality proximity sensors detect objects without contact for automation, safety, and efficiency. Ideal for industrial, automotive, and consumer applications with reliable performance and customization options.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Advancve Power Controls
 Gujarat, India
Gujarat, India
Electronics & ElectricalManufacturer