undefined

Similar Products







Description
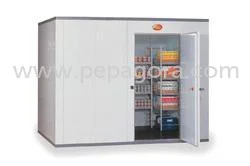
Our prefabricated modular cold rooms represent advanced temperature-controlled storage solutions engineered with high-density PUF panels that deliver exceptional thermal insulation...
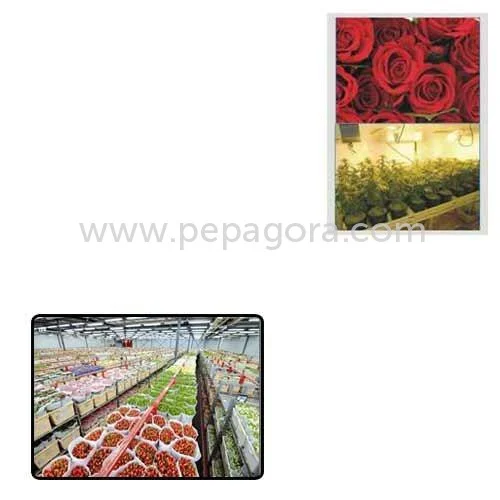
Our prefabricated modular cold rooms represent advanced temperature-controlled storage solutions engineered with high-density PUF panels that deliver exceptional thermal insulation and energy efficiency. These panels create airtight, hygienic environments perfect for sensitive storage requirements across multiple sectors. The modular design facilitates straightforward installation, scalability, and adaptability to meet specific spatial and functional needs. Constructed with premium materials and standard accessories, these cold rooms significantly enhance durability and operational reliability for both small enterprises and large industrial operations. These cold rooms serve essential functions across food processing, pharmaceutical storage, hospitality services, dairy production, and horticulture industries. In food processing applications, they maintain optimal conditions for perishable items while ensuring compliance with food safety standards. Pharmaceutical applications demand precise temperature control for medication integrity and regulatory adherence. Hospitality businesses utilize them for bulk food storage, dairy facilities for product preservation, and horticulture operations for extending the freshness and viability of flowers and plants. Each industry benefits from consistent temperature maintenance and hygienic conditions that prevent spoilage and ensure product quality. The business value of these cold rooms lies in their exceptional reliability, cost-effectiveness, and long-term performance with minimal maintenance requirements. Built for lifetime use, they provide unmatched durability that reduces replacement costs and operational downtime. The energy-efficient operation significantly lowers electricity expenses while maintaining optimal storage conditions consistently. The modular design ensures perfect suitability for unique client requirements, whether for compact storage solutions or extensive industrial applications. These systems guarantee compliance with industry standards while optimizing energy consumption, making them a strategic investment for businesses seeking quality, reliability, and operational efficiency. Key Features: - High-density PUF insulation panels for superior thermal efficiency - Airtight and hygienic construction preventing contamination - Modular design allowing flexible installation and scalability - Energy-efficient operation reducing power consumption - Durable construction built for long-term use with minimal maintenance Benefits: - Superior thermal insulation maintaining consistent temperatures - Hygienic environment protecting product quality and safety - Flexible configuration adapting to various space requirements - Reduced energy costs through efficient cooling performance - Long-lasting durability minimizing replacement and maintenance expenses
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our prefabricated modular cold rooms deliver precise temperature management and strict hygiene standards for industries handling perishable and sensitive products. The modular construction allows seamless adaptation to various space requirements while maintaining consistent cooling performance across different operational scales. These units provide reliable storage solutions that protect product quality and extend shelf life effectively. These temperature-controlled environments serve critical functions across food processing, pharmaceutical storage, hospitality services, dairy operations, and horticulture applications. They ensure regulatory compliance while offering scalable solutions that grow with your business needs. The robust construction withstands demanding usage while maintaining energy efficiency and operational reliability day after day. - Food processing and storage facilities requiring consistent refrigeration - Pharmaceutical storage with precise temperature monitoring systems - Hospitality industry for bulk food preservation and inventory management - Dairy production units for quality maintenance and product safety - Horticulture operations for extending freshness of flowers and plants
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Dee Kay Refrigeration Private Limited, New Delhi
 New Delhi, India
New Delhi, India
Food & Agriculture•Importer / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Prefabricated Modular Cold Rooms PUF Panels Insulation Energy Efficient
Prefabricated modular cold rooms with PUF panels provide superior insulation and energy efficiency for food storage, pharmaceuticals, and hospitality applications. These reliable units maintain precise temperature control with hygienic construction.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Dee Kay Refrigeration Private Limited New Delhi, India
New Delhi, India
Food & AgricultureImporter / Exporter