₹
Apparel & Fashion
Loading subcategories...
View More

Description
This industrial portable conveyor represents a significant advancement in material handling technology, designed specifically for demanding operational environments. Engineered wit...
This industrial portable conveyor represents a significant advancement in material handling technology, designed specifically for demanding operational environments. Engineered with robust construction and superior mobility features, it delivers reliable performance across various industrial applications. The conveyor system maintains consistent operation while handling diverse materials from small packages to bulk goods. Its portable design allows for quick deployment and repositioning, making it an ideal solution for dynamic work environments that require flexibility and adaptability without compromising on performance or durability. Multiple industries benefit from this conveyor's versatile capabilities. Warehousing and logistics operations utilize it for efficient package handling, sorting, and distribution processes. Construction companies rely on it for moving construction materials, debris, and equipment across job sites. Agricultural operations employ it for transporting crops, feed, and fertilizers, while manufacturing plants integrate it into assembly lines and packaging systems. Mining and recycling industries depend on its robust construction for bulk material movement, demonstrating its wide-ranging applicability across different sectors and operational requirements. The business value of this portable conveyor system lies in its ability to significantly enhance operational efficiency while reducing labor costs and manual handling risks. Its reliable performance in challenging conditions ensures minimal downtime and maximum productivity throughout operations. The equipment's durable construction guarantees long service life with minimal maintenance requirements, delivering exceptional return on investment through improved workflow efficiency. Companies can expect reduced operational expenses and increased throughput capacity, making this conveyor a strategic investment for businesses focused on optimizing their material handling processes and overall operational effectiveness. Key Features: - Heavy-duty steel frame construction for maximum stability and durability - Adjustable height and length configurations to suit various operational needs - Multiple power options including electric and hydraulic systems - User-friendly control interface with integrated safety mechanisms - Compact and foldable design for easy storage and transportation Benefits: - Enhanced operational efficiency through streamlined material movement - Reduced labor costs by minimizing manual handling requirements - Increased workplace safety with controlled material transport - Flexible deployment across multiple sites and applications - Long-term reliability with minimal maintenance requirements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This portable conveyor system efficiently handles material movement across diverse industrial settings. It streamlines operations in warehouses by accelerating package sorting and loading processes. Construction sites benefit from its ability to transport sand, gravel, and construction materials safely. The equipment adapts to various environments while maintaining consistent performance and reliability for continuous operations. The conveyor's flexible design supports multiple industries including manufacturing, agriculture, and logistics. It moves bulk materials in mining operations and handles agricultural produce like grains and fertilizers. Manufacturing facilities utilize it for assembly line support and packaging processes. Its portable nature allows quick deployment across different locations without permanent installation requirements. - Loading and unloading trucks and containers in logistics operations - Transporting construction materials like sand and gravel on job sites - Moving bulk materials in mining and recycling facilities - Handling agricultural products including grains and fertilizers - Supporting assembly lines and packaging processes in manufacturing
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Wont Industrial Equipments, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
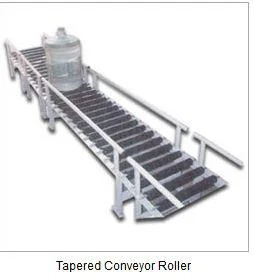
Industrial Portable Conveyor For Material Handling & Logistics
Industrial portable conveyor for material handling and logistics offers reliable performance, easy mobility, and durable construction for warehouses, construction sites, and distribution centers. This equipment ensures efficient movement of goods with consistent operation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Wont Industrial Equipments Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer