undefined
Similar Products






Description
Polysorbate represents a premium-grade anionic surfactant designed for professional applications requiring superior emulsification and solubilization performance. This aqueous poly...
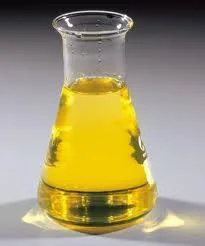
Polysorbate represents a premium-grade anionic surfactant designed for professional applications requiring superior emulsification and solubilization performance. This aqueous polyether polymer appears as a colorless pale yellow liquid with mild odor, offering excellent miscibility with water and stable performance across various industrial processes. With a boiling point of 100°C and approximate density of 1gm/cc, it provides reliable consistency for manufacturers who require precise formulation characteristics. The non-combustible nature and customized storage stability options make it a practical choice for businesses seeking long-term storage solutions without compromising product integrity. Its chemical constitution ensures compatibility with numerous ingredients while maintaining the handling safety that professional environments demand. The pharmaceutical and food preparation industries extensively utilize polysorbate for its exceptional emulsifying properties and regulatory compliance suitability. In pharmaceutical manufacturing, it serves as a critical component in creating stable emulsions for oral suspensions, injectable medications, and topical applications where consistent active ingredient distribution is paramount. Food processors rely on its solubilizing capabilities to achieve perfect texture and stability in products ranging from baked goods to dairy items and beverage systems. Beyond these sectors, industrial applications benefit from its surfactant properties in cleaning formulations, textile processing, and specialty chemical production where oil-water emulsion stability determines end-product quality. The product's mild odor and appearance characteristics make it particularly valuable for applications where sensory attributes influence consumer acceptance. Businesses choosing this polysorbate gain significant value through its reliability, customization options, and consistent performance across diverse applications. The product's non-combustible nature reduces storage and handling concerns while the anionic character ensures compatibility with most formulation systems. Manufacturers appreciate the customized storage stability options that allow for flexible inventory management and reduced waste. The requirement for only basic glove protection simplifies operational safety protocols without compromising worker protection. These factors combine to deliver a surfactant solution that supports efficient production processes, reduces formulation challenges, and maintains end-product quality batch after batch. The combination of technical excellence and practical handling characteristics makes this polysorbate an intelligent choice for businesses prioritizing both performance and operational efficiency. Key Features: - Anionic aqueous polyether polymer constitution for broad compatibility - Non-combustible liquid form with boiling point of 100°C for safe processing - Excellent water miscibility and approximate density of 1gm/cc for consistent formulations - Colorless pale yellow appearance with mild odor for sensitive applications - Customized storage stability options adaptable to specific business needs Benefits: - Enhanced product stability and consistent performance across multiple industries - Safe handling with minimal protective equipment requirements - Reliable emulsification and solubilization for superior end-product quality - Flexible storage solutions with customized stability options - Broad compatibility with various formulation systems and ingredients
Specifications
| Key Attributes | |
|---|---|
| Form | Liquid |
| Appearance | Colourless Pale Yellow |
| Odour | Mild |
| Boiling Point | 100 deg C |
| Solubility | Miscible with water |
| Ionicity | Anionic |
| Density | 1gm/cc(Approx) |
| Combustibility | Non combustible |
| Hand Protection | Gloves |
| Chemical Constitution | Aqueous Polyether Polymer |
| Storage Stability | Customized |
| Application | Emulsifying, Solubilizing Surfactant |
| Usage | Pharmaceuticals and Food Preparation |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Polysorbate serves as a versatile emulsifying and solubilizing surfactant essential for creating stable mixtures between oil and water-based components. Its anionic nature and excellent water miscibility make it ideal for pharmaceutical formulations, food processing, and industrial applications where consistent product stability is critical. This liquid surfactant maintains performance across various temperatures with a boiling point of 100°C and approximate density of 1gm/cc. Industries rely on polysorbate for its non-combustible properties and customized storage stability options. The aqueous polyether polymer constitution ensures safe handling with basic glove protection while delivering reliable performance in demanding environments. Manufacturers value its colorless pale yellow appearance and mild odor, which make it suitable for sensitive applications without compromising product quality or sensory characteristics. - Pharmaceutical formulations: Used as emulsifier in syrups, injectables, and topical medications for consistent drug delivery - Food processing: Essential for creating stable emulsions in baked goods, ice creams, and beverage preparations - Cosmetic manufacturing: Provides solubilization of fragrances and oils in lotions, creams, and personal care products - Industrial applications: Serves as surfactant in cleaning products, lubricants, and textile processing chemicals - Agricultural formulations: Used in pesticide and herbicide emulsions for improved crop protection coverage
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Dhiren Chemical Industries, Gujarat
 Gujarat, India
Gujarat, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Mid East
Eastern Asia
South Asia
Pharmaceutical Food Emulsifying Solubilizing Surfactant Liquid Anionic
Polysorbate anionic surfactant liquid emulsifier solubilizing agent for pharmaceutical food preparation industrial applications featuring mild odor water miscibility non-combustible properties and customized storage stability options.
Min. Order Quantity: 10 Kilogram
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Dhiren Chemical Industries Gujarat, India
Gujarat, India
Raw Materials & ChemicalsManufacturer