₹
Apparel & Fashion
Loading subcategories...
View More

Description
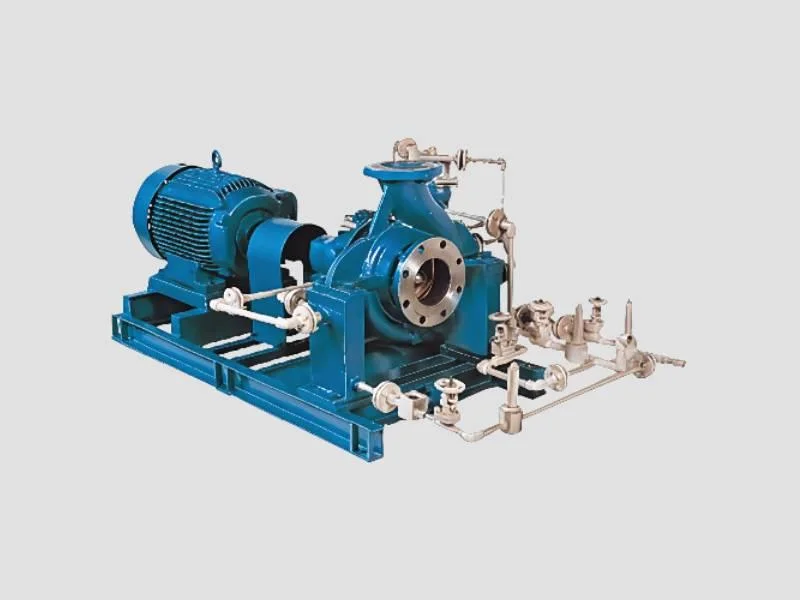
Industrial Polypropylene Pumps represent specialized equipment designed specifically for handling corrosive acids, alkalis, and chemical liquids in demanding industrial settings. T...
Industrial Polypropylene Pumps represent specialized equipment designed specifically for handling corrosive acids, alkalis, and chemical liquids in demanding industrial settings. These pumps utilize polypropylene construction that provides exceptional chemical resistance against aggressive substances while maintaining structural integrity under continuous operation. Engineered for reliability and safety, they ensure secure transfer of hazardous chemicals with minimal risk of contamination or leakage, making them essential components in facilities where chemical handling occurs regularly. The design focuses on operational stability and longevity, with components selected to withstand the challenging conditions of chemical processing environments. These pumps serve critical functions across multiple industrial sectors that require safe chemical transfer solutions. Chemical manufacturing plants utilize them for moving raw materials, intermediates, and finished products throughout production processes. Water treatment facilities depend on them for handling treatment chemicals like chlorine and pH adjustment solutions. Pharmaceutical companies employ them for transferring aggressive cleaning solutions and process chemicals. Metal processing operations use them for circulating plating solutions and acid baths, while industrial maintenance applications rely on them for chemical dosing and treatment systems where reliability directly impacts operational continuity. The business value of these polypropylene pumps lies in their ability to reduce operational risks while maintaining consistent performance in corrosive environments. Their corrosion-resistant construction minimizes maintenance requirements and extends service life, providing long-term cost savings through reduced replacement frequency and downtime. The stable performance ensures consistent flow rates and pressure levels critical for process control in chemical handling applications. Their suitability for various chemical types offers versatility across different operational needs, while the robust design supports continuous operation essential for industrial production schedules. These factors combine to deliver reliable chemical transfer solutions that protect both personnel and processes. Key Features: - Polypropylene construction providing excellent corrosion resistance against acids and alkalis - Stable performance with consistent flow rates for reliable chemical transfer operations - Long operational life designed for continuous industrial use with minimal degradation - Safe handling capabilities for aggressive chemical liquids and hazardous substances - Robust design suitable for demanding industrial environments and challenging conditions Benefits: - Reduced maintenance requirements due to corrosion-resistant materials and durable construction - Enhanced safety through secure chemical transfer minimizing leakage and contamination risks - Cost-effective operation with extended service life and reliable performance over time - Versatile application across various chemical types and industrial processing requirements - Consistent delivery ensuring process stability and operational efficiency in chemical handling
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These polypropylene pumps are engineered for demanding industrial environments where aggressive chemical transfer is required daily. Their robust construction handles continuous operation with acids, alkalis, and various chemical solutions without degradation or performance loss. Multiple industries rely on these pumps for critical fluid transfer operations where safety and reliability are non-negotiable. The corrosion-resistant polypropylene material ensures compatibility with numerous chemical substances while maintaining operational efficiency across different temperature ranges and viscosity levels. Real-world applications: - Transferring sulfuric acid, hydrochloric acid, and caustic soda solutions in chemical manufacturing plants - Handling bleach solutions and cleaning chemicals in water treatment facilities - Moving aggressive chemical mixtures in pharmaceutical production and laboratory settings - Circulating corrosive process fluids in metal finishing and electroplating operations - Pumping chemical additives and treatment solutions in industrial cleaning and maintenance applications
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile

Shapri Enterprises , Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Distributor / WholesalerRetailer
Factory Details
Factory SizeBelow 1000 sqm
Industrial Polypropylene Pumps For Chemical Transfer Corrosion Resistant
Industrial Polypropylene Pumps by reliable manufacturers transfer corrosive acids and alkalis safely, featuring corrosion-resistant construction and stable performance for chemical handling applications.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Shapri Enterprises 
 Tamil Nadu, India
Tamil Nadu, India
Distributor / Wholesaler