undefined

Similar Products







Description
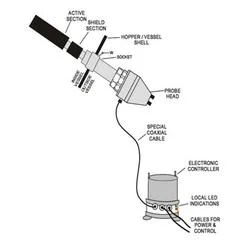
The Point Level Switch represents precision engineering for reliable point-level detection across diverse industrial applications. Designed to monitor specific level points in tank...
The Point Level Switch represents precision engineering for reliable point-level detection across diverse industrial applications. Designed to monitor specific level points in tanks, vessels, silos, and pipelines, this versatile device handles liquids, pastes, powders, and bulk solids with consistent accuracy. When the media reaches a predetermined level, the switch delivers a clear binary (on/off) signal that integrates seamlessly with control systems. Built with rugged construction to withstand harsh industrial environments, it offers multiple sensing technologies including float, capacitive, RF-admittance, conductive, and vibrating fork options to match specific media characteristics and installation requirements. The switch supports various mounting orientations (top, side, bottom) and provides flexible electrical output configurations (SPST, SPDT, DPDT) for comprehensive system integration. Industrial applications span across chemical processing, water treatment, food manufacturing, pharmaceutical production, and bulk material handling. In chemical plants, these switches prevent overflows of hazardous materials and protect expensive processing equipment. Water treatment facilities rely on them for pump protection and level control in clarifiers and storage tanks. Food manufacturers use them to monitor ingredient levels in silos while maintaining sanitary standards. The pharmaceutical industry employs them for precise level control in mixing vessels and storage containers. Bulk material handling operations depend on these switches for inventory management and process automation in grain silos, cement storage, and plastic pellet handling systems. Businesses choosing our Point Level Switch gain significant operational advantages through enhanced reliability and reduced downtime. The switch's robust construction ensures long service life even in demanding environments, minimizing maintenance costs and replacement frequency. Customization options allow perfect adaptation to specific process requirements, while the simple installation and flexible mounting reduce implementation time and complexity. The device's precise detection capabilities prevent material waste, equipment damage, and production interruptions, delivering rapid return on investment through improved process efficiency and reduced operational risks. Our quality assurance and technical support provide additional value, ensuring consistent performance and quick resolution of any operational challenges. Key Features: - Multiple sensing technologies for different media types - Rugged construction for harsh industrial environments - Flexible mounting options in various orientations - Multiple electrical output configurations available - Compact design for easy installation in limited spaces Benefits: - Prevents costly overflows and equipment damage - Reduces maintenance requirements and downtime - Ensures process reliability and operational safety - Customizable to specific application requirements - Easy integration with existing control systems
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
Point level switches are essential for industrial process control and safety, providing reliable detection of minimum or maximum levels in storage tanks, silos, and process vessels. These devices prevent costly overflows, equipment damage, and production downtime by delivering precise on/off signals when predetermined levels are reached. Manufacturing facilities across multiple industries depend on point level switches for automated process control and safety interlocks. From chemical processing to water treatment plants, these switches ensure operational continuity by monitoring liquid interfaces, protecting pumps from dry-running, and preventing material overflows in bulk storage applications. Real-world applications: Real-world applications: - High and low level detection in chemical storage tanks and processing vessels - Pump protection systems to prevent dry-running in water treatment facilities - Overfill prevention for fuel and oil storage tanks in industrial plants - Interface detection between different liquid layers in separation processes - Level monitoring of powders and granular materials in food processing silos
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | chennai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile

ENDRESS HAUSER (I) PVT. LTD., Maharashtra Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerTrading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Industrial Point Level Switch For Liquid Bulk Media Detection
Reliable point level switch for liquid or bulk media level detection. Compact, robust design ideal for overfill protection, dry-run prevention, and interface monitoring in industrial tanks and silos.
Min. Order Quantity: 1 Unit
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
ENDRESS HAUSER (I) PVT. LTD.
 Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer






