undefined

Similar Products






Description
Our industrial plastic bottles represent premium packaging solutions designed for rigorous commercial use. Manufactured from high-grade materials, these containers deliver exceptio...
Our industrial plastic bottles represent premium packaging solutions designed for rigorous commercial use. Manufactured from high-grade materials, these containers deliver exceptional durability against impacts, leaks, and environmental factors. The production process emphasizes consistency and reliability, making them suitable for various contents including liquids, powders, and granular materials. With attention to detail in every unit, these bottles maintain product integrity while supporting efficient handling and storage operations. Businesses can access comprehensive specifications and volume-based pricing to meet their specific packaging requirements. These bottles serve critical functions across multiple sectors, demonstrating remarkable versatility in application. Pharmaceutical companies utilize them for medicinal syrups and healthcare products where hygiene and safety are paramount. Food processing industries rely on them for packaging edible oils, beverages, and food additives with compliance to food-grade regulations. Chemical manufacturers choose these containers for aggressive substances due to their resistance properties. Additional usage spans personal care products, agricultural chemicals, and industrial supplies, with each sector benefiting from tailored designs that address unique operational challenges and regulatory standards. The business value of these plastic bottles extends beyond basic containment to operational efficiency and market advantage. Their robust construction minimizes product loss through breakage or leakage, reducing overall packaging costs. Customization capabilities enable brand distinction and consumer appeal in competitive markets. Consistent quality assurance and reliable supply chain management ensure uninterrupted operations for businesses. These containers support sustainability initiatives through recyclable material options while maintaining performance standards. The combination of practical benefits and strategic advantages makes them a smart investment for growth-oriented enterprises. Key Features: - High-quality plastic materials providing impact resistance and long-lasting durability - Leak-proof and airtight sealing mechanisms suitable for various product types - Compliance with industry-specific safety standards including pharmaceutical and food-grade requirements - Customization options available for sizes, colors, and closure systems - Scalable manufacturing capabilities ensuring consistent quality across bulk orders Benefits: - Enhanced product protection through durable construction and secure sealing - Regulatory compliance across multiple industries reducing compliance concerns - Operational cost savings from reduced breakage and product loss - Brand differentiation opportunities through customizable design elements - Reliable supply chain support with consistent quality for business continuity
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These plastic bottles are engineered for demanding industrial environments, providing superior durability and safety for sensitive products. They meet strict quality standards for pharmaceuticals, food processing, and chemical storage, ensuring product integrity through secure sealing and material resilience. Businesses trust them for consistent performance in bulk operations, from manufacturing to distribution. Versatile applications extend across personal care, agriculture, and household products due to their adaptable designs and compliance capabilities. The bottles support efficient logistics with lightweight construction and sustainability through recyclable material options. Industries benefit from tailored specifications that enhance product presentation while maintaining regulatory adherence for various market requirements. - Pharmaceutical packaging for liquid medications, syrups, and sterile solutions requiring tamper-evident and contaminant-free containers - Food and beverage storage for edible oils, sauces, condiments, and drinks with food-grade material compliance and freshness preservation - Chemical industry containment for industrial cleaners, lubricants, and specialty chemicals with corrosion resistance and leak prevention - Personal care products including shampoos, lotions, hand sanitizers, and cosmetic liquids with aesthetic design and functional dispensing - Agricultural applications for pesticides, fertilizers, and plant nutrients offering durable handling and safe storage for farming operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Aadeshwar Corporation, Gujarat
 Gujarat, India
Gujarat, India
ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
Southeast Asia
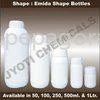
Plastic Bottles For Industrial Packaging Durable Customizable
Durable plastic bottles for industrial packaging offer reliable customizable solutions for pharmaceuticals, food, chemicals, and personal care. Request bulk specs and competitive quotes for high-quality leak-proof containers.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aadeshwar Corporation Gujarat, India
Gujarat, India
Manufacturer







