undefined

Similar Products





Description
Industrial automation photoelectric proximity switches represent advanced sensing technology designed for reliable non-contact object detection in demanding industrial environments...
Industrial automation photoelectric proximity switches represent advanced sensing technology designed for reliable non-contact object detection in demanding industrial environments. These switches operate by emitting infrared or laser light beams and detecting interruptions or reflections when objects pass through their scanning range. This technology eliminates physical contact, reducing mechanical wear while providing precise detection capabilities. Engineered for durability, these sensors maintain consistent performance across various industrial conditions and integrate seamlessly with existing conveyor systems and automated machinery. Their adjustable sensitivity allows for fine-tuning detection parameters to match specific operational requirements, ensuring optimal performance across diverse applications. These photoelectric switches serve critical functions across multiple industrial sectors where reliable object detection is essential. Manufacturing facilities utilize them extensively for production line applications including object counting, positioning verification, and presence detection on conveyor systems. The packaging industry depends on them for end-of-roll sensing to prevent material waste and equipment jams. Automotive manufacturers integrate these sensors for precise component detection during assembly processes, while food processing plants use them for hygiene-compliant presence verification. Logistics and distribution centers implement them in automated sorting systems to enhance handling accuracy and throughput efficiency across their operations. The business value of photoelectric proximity switches lies in their ability to enhance operational reliability while reducing maintenance costs and downtime. Their non-contact detection mechanism significantly minimizes wear and tear, extending service life and lowering replacement frequency. These sensors contribute to improved workplace safety by preventing accidents and ensuring smooth machinery operation. For businesses investing in industrial automation, these switches deliver substantial return on investment through enhanced production efficiency, reduced error rates, and consistent performance. Their reliability makes them a preferred choice for companies seeking dependable components that maintain operational continuity and support long-term automation strategies. Key Features: - Non-contact detection technology using infrared or laser light beams - Adjustable sensitivity for customized scanning range and switching points - Durable construction designed for harsh industrial environments - Easy integration with conveyor systems and automated machinery - Consistent object sensing accuracy with reliable performance Benefits: - Reduced maintenance costs through non-contact operation minimizing wear - Enhanced operational efficiency with precise object detection capabilities - Extended service life due to durable construction and reliable performance - Improved safety by preventing accidents through accurate presence detection - Cost-effective automation solution with high return on investment
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Photoelectric proximity switches deliver precise non-contact detection across industrial environments, making them essential for automated systems requiring reliable object sensing. These switches excel in counting, positioning, and presence detection applications where physical contact isn't feasible. Their robust design ensures consistent performance even in challenging conditions with dust, moisture, or temperature variations commonly found in manufacturing facilities. Multiple industries depend on these sensors for maintaining operational efficiency and preventing downtime. Manufacturing plants utilize them for production monitoring, while packaging operations rely on them for material handling. Automotive assembly, food processing, and logistics distribution centers integrate these switches into their automated systems for accurate detection and smooth workflow management across various applications. - Production line object counting on conveyor systems to track manufacturing output volumes - Material positioning in automotive assembly for precise component alignment and placement - End-of-roll detection in packaging machinery to prevent jams and reduce material waste - Presence verification in food processing lines to ensure proper packaging and quality standards - Automated parcel sorting in logistics centers for efficient handling and distribution accuracy
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Chandra Electricals & Electronics, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
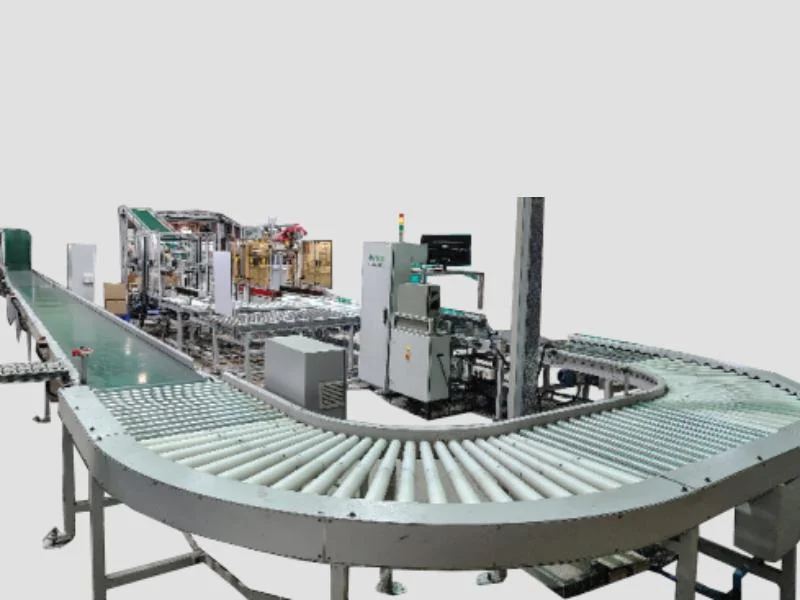
Industrial Automation Photoelectric Proximity Switches For Conveyor Systems
Industrial automation photoelectric proximity switches provide reliable non-contact object detection for conveyor systems. Ideal for counting, positioning and end-of-roll sensing with durable performance and consistent accuracy.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Chandra Electricals & Electronics Maharashtra, India
Maharashtra, India
Manufacturer

