undefined
Similar Products





Description
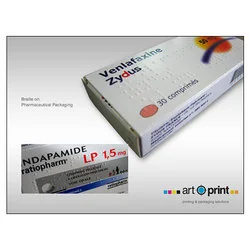
Our pharmaceutical labels are engineered for precision and reliability, meeting the stringent demands of healthcare and pharmaceutical industries. Manufactured with high-quality ma...
Our pharmaceutical labels are engineered for precision and reliability, meeting the stringent demands of healthcare and pharmaceutical industries. Manufactured with high-quality materials, these labels guarantee legibility, durability, and full compliance with international regulations. They maintain consistent performance across various packaging types including bottles, blister packs, vials, and medical devices. Trusted by manufacturers and distributors, these labels enhance product safety, brand representation, and operational efficiency through seamless integration into existing supply chains while maintaining uncompromised quality standards. These labels are extensively utilized in pharmaceutical manufacturing for drug packaging, medical equipment production, laboratory supplies, and healthcare distribution. Industries including hospitals, clinical facilities, and logistics providers depend on them for accurate tracking, anti-counterfeiting protection, and patient safety assurance. They support compliance with GMP, FDA, and ISO standards, ensuring every label meets necessary legal and safety requirements for global markets. Their application extends to nutraceuticals, veterinary products, and clinical trials where precise labeling is essential for efficacy and trust maintenance. Businesses achieve enhanced reliability, reduced operational errors, and improved brand credibility through our pharmaceutical labels. The durable construction minimizes waste and rework while ensuring long-term performance. With focus on quality and consistency, these labels deliver significant value by streamlining processes, guaranteeing regulatory adherence, and building customer trust through professional presentation that withstands handling and environmental challenges. Their reliability translates into cost savings and operational efficiency across supply chains. Key Features: - Compliance with international pharmaceutical regulations and standards - Durable materials ensuring long-lasting adhesion and legibility - Tamper-evident and anti-counterfeiting security features - Clear visibility with perfect color combinations for branding - Consistent performance across various packaging surfaces Benefits: - Enhanced patient safety through accurate information display - Reduced operational errors with reliable identification systems - Improved supply chain efficiency with seamless integration - Stronger brand credibility with professional presentation - Long-term cost savings through durable, reliable performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Pharmaceutical labels deliver critical identification and regulatory compliance across healthcare sectors. They provide clear dosage instructions, ingredient lists, and batch details while meeting strict FDA and WHO standards. Their durable construction withstands environmental factors and handling, ensuring patient safety and operational reliability in demanding medical environments. These labels serve diverse applications from prescription drugs to medical equipment and laboratory supplies. Designed for seamless integration into automated production lines, they support high-speed printing and application processes while enabling accurate tracking and anti-counterfeiting measures through professional, tamper-evident designs that uphold global quality benchmarks. Real-world applications: - Prescription medication packaging displaying dosage and safety information - Medical device labeling with usage instructions and compliance details - Laboratory sample identification systems for precise tracking - Over-the-counter drug packaging featuring barcodes and expiry dates - Hospital supply chain management ensuring inventory accuracy and authenticity
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

3Star Labels & Printer, New Delhi
 New Delhi, India
New Delhi, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Pharmaceutical Labels For Compliance And Branding
Pharmaceutical labels ensure compliance and branding with durable materials for drug packaging and medical devices. Trusted by manufacturers for reliable identification and regulatory adherence.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
3Star Labels & Printer New Delhi, India
New Delhi, India
Manufacturer