undefined

Similar Products




Description
Our pharmaceutical labels are precision-engineered solutions designed specifically for the demanding requirements of medication packaging and healthcare compliance. These labels pr...
Our pharmaceutical labels are precision-engineered solutions designed specifically for the demanding requirements of medication packaging and healthcare compliance. These labels provide permanent, clear display of critical information including drug names, dosage instructions, expiry dates, batch numbers, and safety warnings. Manufactured from high-quality materials with durable adhesives, they maintain legibility and adhesion through various environmental conditions, storage requirements, and handling processes. The labels ensure all essential data remains intact and readable throughout the product lifecycle, from manufacturing facilities through distribution channels to end-user administration. These pharmaceutical labels serve essential functions across multiple healthcare sectors including drug manufacturing facilities, hospital pharmacies, clinical laboratories, and medical distribution networks. In pharmaceutical production, they provide crucial tracking information and safety data on primary and secondary packaging. Healthcare institutions utilize them for patient-specific medication labeling, sample identification in diagnostic laboratories, and inventory management systems. Medical distributors and wholesalers rely on these labels for supply chain accuracy, ensuring proper identification throughout logistics operations. Their application extends to prescription medications, over-the-counter products, medical devices, clinical trial materials, and laboratory specimens across sectors where accuracy and regulatory compliance are paramount. Investing in our pharmaceutical labels delivers measurable business value through enhanced operational reliability, regulatory compliance assurance, and risk reduction. These labels minimize medication errors by providing clear, accurate information that supports proper administration and inventory management. Their durable construction and reliable performance reduce potential liabilities associated with label failure or information loss. The consistent quality supports brand integrity and professional presentation in competitive healthcare markets. This reliability fosters trust with healthcare providers, regulatory bodies, and end-users, making these labels a strategic investment for businesses committed to quality, safety, and operational excellence in medication management. Key Features: - High-quality materials with durable adhesive for long-term adhesion and legibility - Clear printing technology for essential drug information and safety warnings - Compliance with pharmaceutical labeling regulations and industry standards - Tamper-evident features for medication security and integrity assurance - Customizable formats suitable for various packaging types and applications Benefits: - Ensures regulatory compliance with pharmaceutical labeling requirements - Reduces medication errors through clear, accurate information presentation - Maintains information integrity through storage and handling conditions - Supports efficient inventory management and supply chain operations - Enhances patient safety with reliable drug identification and instructions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Pharmaceutical labels are critical components for medication safety and regulatory adherence. They provide essential information including drug names, dosage instructions, expiry dates, and batch numbers on various packaging formats. These labels ensure healthcare professionals and patients receive accurate, legible information that meets strict industry standards for patient safety and medication management. These specialized labels serve pharmaceutical manufacturers, compounding pharmacies, hospital dispensaries, and medical distributors. They are applied to diverse packaging including prescription bottles, unit-dose blister packs, injectable vials, and laboratory specimen containers. The labels maintain integrity through various storage conditions and handling processes, supporting accurate identification from production through administration to patients. - Prescription medication bottles and vials for clear dosage and administration instructions - Blister packs and strip packaging for unit-dose tracking and patient compliance - Injectable medication vials and syringe labels for precise drug identification - Laboratory specimen containers and diagnostic test kits for accurate sample tracking - Hospital pharmacy inventory systems for efficient stock management and control
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
ART Print Pack, Karnataka
 Karnataka, India
Karnataka, India
Raw Materials & Chemicals•ManufacturerTrading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
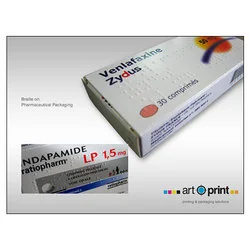
Pharmaceutical Labels For Medicine Packaging Compliance
Pharmaceutical labels for medicine packaging ensure regulatory compliance with durable materials and clear printing for drug names, dosage, expiry dates, and batch tracking.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
ART Print Pack Karnataka, India
Karnataka, India
Raw Materials & ChemicalsManufacturer