undefined

Similar Products







Description
Our pharmaceutical carton boxes represent premium packaging solutions specifically engineered for the healthcare industry's demanding requirements. Manufactured from high-quality r...
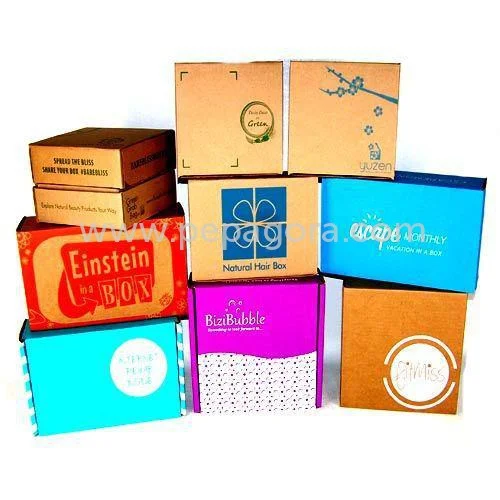
Our pharmaceutical carton boxes represent premium packaging solutions specifically engineered for the healthcare industry's demanding requirements. Manufactured from high-quality recyclable corrugated paper, these boxes deliver exceptional dimensional accuracy ensuring perfect fit for various pharmaceutical products. The customized printing capabilities accommodate clear branding, dosage information, and regulatory compliance markings essential for pharmaceutical applications. We provide OEM supply services with flexible pricing structures suitable for both large-scale manufacturers and specialized healthcare businesses. Our commitment to on-time delivery guarantees uninterrupted supply chain operations, while our precision manufacturing ensures every carton meets exact specifications without compromise. The pharmaceutical industry relies on packaging that meets stringent regulatory standards while delivering practical functionality. Our cartons serve pharmaceutical manufacturers packaging tablets, capsules, and liquid medications in diverse container configurations. Medical device companies utilize these boxes for storing and shipping diagnostic equipment, surgical instruments, and disposable medical products requiring secure containment. Healthcare distributors depend on our cartons for safe transportation of temperature-sensitive medications and vaccines throughout the distribution network. Hospital pharmacies implement these customized boxes for organized storage systems and efficient inventory management. The packaging also supports retail pharmacy chains needing consumer-friendly boxes that provide essential product information while maintaining security features during distribution. Choosing our pharmaceutical carton boxes delivers substantial business value through enhanced product protection, professional brand representation, and operational efficiency improvements. The dimensionally accurate design minimizes wasted space and reduces shipping costs while ensuring products arrive in optimal condition. The recyclable paper material demonstrates environmental responsibility, aligning with modern sustainability expectations and corporate ecological goals. Our reliable delivery performance and consistent quality standards enable confident production scheduling and inventory planning. The extensive customization options allow creation of distinctive packaging that stands out in competitive markets while clearly communicating vital information. These boxes withstand industrial handling demands while maintaining professional appearance from manufacturing through final delivery. Key Features: - Manufactured from recyclable corrugated paper material - Fully customizable dimensions including size and shape - High-quality printed patterns and branding elements - Precision dimensional accuracy in construction - OEM supply capability with flexible pricing options Benefits: - Enhanced product protection during storage and transit - Professional brand representation and information display - Reduced shipping costs through space-efficient design - Environmental responsibility with recyclable materials - Reliable supply chain support with timely delivery
Specifications
| Key Attributes | |
|---|---|
| Type | Boxes |
| Feature | Recyclable |
| Supply Type | OEM |
| Price | Negotiable |
| Delivery | On Time Delivery |
| Material | Paper |
| Paper Type | Corrugated |
| Application | Industrial Applications |
| Pattern | Printed |
| Size | Customized |
| Shape | Customized |
| Color | Customized |
| Advantage | Dimensionally accurate |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These pharmaceutical cartons deliver precision packaging solutions for industrial applications requiring secure containment and reliable protection. The corrugated paper construction ensures durability while maintaining lightweight properties ideal for shipping, storage, and handling across pharmaceutical supply chains. Customization options include printed patterns, brand-specific colors, and tailored dimensions to meet exact product requirements while maintaining compliance with industry standards. These cartons serve manufacturers and distributors needing packaging that preserves product integrity and supports efficient logistics operations from production to end-user delivery. Real-world applications: - Primary packaging for prescription medications and pharmaceutical products - Secure containers for medical devices and diagnostic equipment - Storage solutions for hospital pharmacies and healthcare facilities - Shipping cartons for pharmaceutical distributors and wholesalers - Retail packaging for pharmacy chains and healthcare product retailers
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Pooja Cartons & Containers Pvt Ltd, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
Pharmaceutical Carton Boxes Recyclable Corrugated Paper Printed Industrial
Pharmaceutical carton boxes made from recyclable corrugated paper provide dimensionally accurate printed packaging for industrial applications. Customizable sizes and shapes ensure perfect product protection with OEM supply and reliable delivery.
Min. Order Quantity: 5000 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Pooja Cartons & Containers Pvt Ltd Tamil Nadu, India
Tamil Nadu, India
Manufacturer