undefined

Similar Products




Description
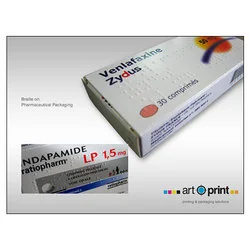
Pharmaceutical barcode labels are engineered specifically for the demanding requirements of medication tracking and regulatory compliance. These labels feature exceptional multi-co...
Pharmaceutical barcode labels are engineered specifically for the demanding requirements of medication tracking and regulatory compliance. These labels feature exceptional multi-color printing on various face stock materials, including paper, polypropylene, and polyester substrates. The high-quality printing ensures excellent scannability and data accuracy throughout the pharmaceutical supply chain. Designed with a robust architecture, they integrate seamlessly with different printing systems and software platforms, delivering consistent performance in high-volume production environments. Available at competitive pricing, these labels offer outstanding value while maintaining the quality and reliability required for pharmaceutical applications. These labeling solutions serve multiple sectors within the healthcare industry. Pharmaceutical manufacturers utilize them for primary and secondary packaging to ensure proper product identification and traceability. Contract packaging organizations benefit from their adaptability across different packaging materials and consistent performance. Distributors and wholesalers implement these labels for inventory management and compliance verification processes. Hospital networks and retail pharmacy chains use them for unit dose labeling, patient information, and stock rotation systems. Medical device manufacturers also rely on these labels to meet Unique Device Identification regulations, providing reliable tracking throughout device lifecycles. The business value of these pharmaceutical barcode labels centers on their proven reliability in critical applications. They significantly reduce medication errors in administration and inventory management, directly enhancing patient safety and operational efficiency. The unique quality construction ensures consistent performance under challenging conditions, including exposure to moisture, chemicals, and temperature variations. While maintaining affordability, these labels provide comprehensive compliance readiness, offering substantial return on investment by minimizing recall incidents, avoiding regulatory penalties, and optimizing supply chain operations. Their trusted performance has made them the preferred choice for organizations requiring dependable labeling solutions. Key Features: - Superior print quality across multiple face stock materials including paper and synthetics - Multi-color printing capability for clear information hierarchy and brand elements - Flexible architecture compatible with various printing systems and software platforms - Cost-effective pricing structure without quality or performance compromises - Durable construction resistant to environmental factors like moisture and chemicals Benefits: - Enhanced medication safety through accurate tracking and identification systems - Regulatory compliance readiness for global pharmaceutical standards and requirements - Operational efficiency improvements in inventory management and supply chain operations - Reduced risk of counterfeiting and medication errors throughout distribution - Long-term cost savings through reliable performance and reduced recall incidents
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our pharmaceutical barcode labels provide critical tracking capabilities throughout medication supply chains. They maintain excellent print clarity on various materials, ensuring accurate scanning and data integrity from manufacturing facilities to end-user dispensing points. This reliability supports compliance with stringent regulatory standards across global markets. These labels feature multi-color printing for clear information hierarchy and brand identification. Their flexible design integrates seamlessly with existing packaging systems and software platforms, supporting high-speed application in diverse environmental conditions. The durable construction withstands handling throughout distribution while maintaining scannability for inventory management systems. - Prescription medication tracking through distribution channels to prevent counterfeiting and diversion - Hospital pharmacy inventory management for stock control and expiration date monitoring - Unit dose packaging with clear patient-specific information and dosage instructions - Regulatory compliance with FDA UDI requirements for pharmaceuticals and medical devices - Batch control and recall management for precise identification during product withdrawals
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Accurate Labels Pvt. Ltd., Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Pharmaceutical Barcode Labels For Drug Tracking And Compliance
Pharmaceutical barcode labels deliver reliable multi-color printing for secure drug tracking and compliance. Trusted by manufacturers worldwide for accurate scanning and regulatory requirements across healthcare supply chains.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Accurate Labels Pvt. Ltd. Uttar Pradesh, India
Uttar Pradesh, India
Raw Materials & ChemicalsManufacturer